13137436008



联系我们

更新时间:2024-12-25 02:13:06 浏览次数:1 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 35000/台 |
| 发货期限 | 3 |
| 供货总量 | 999 |
| 运费说明 | 不含运费 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 长葛 |
| 产品产地 | 长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 长葛 |
| 产品重量 | 4吨 |
| 产品颜色 | 红 |
| 质保时间 | 一年 |
| 外形尺寸 | 4*15米 |
| 适用领域 | 高速高铁 |
| 是否进口 | 否 |
| 产品功率 | 15千瓦 |




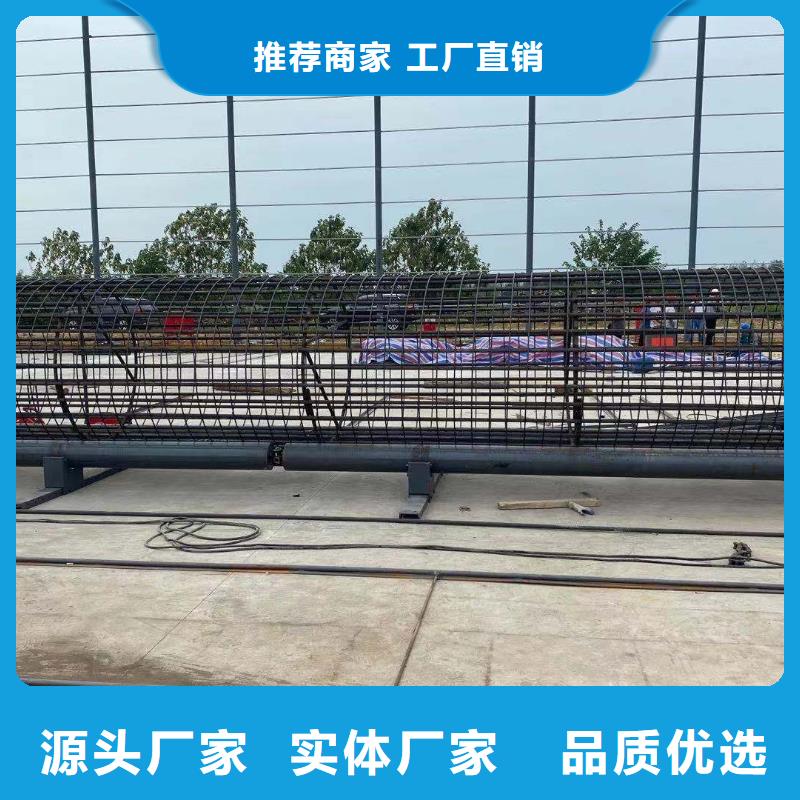
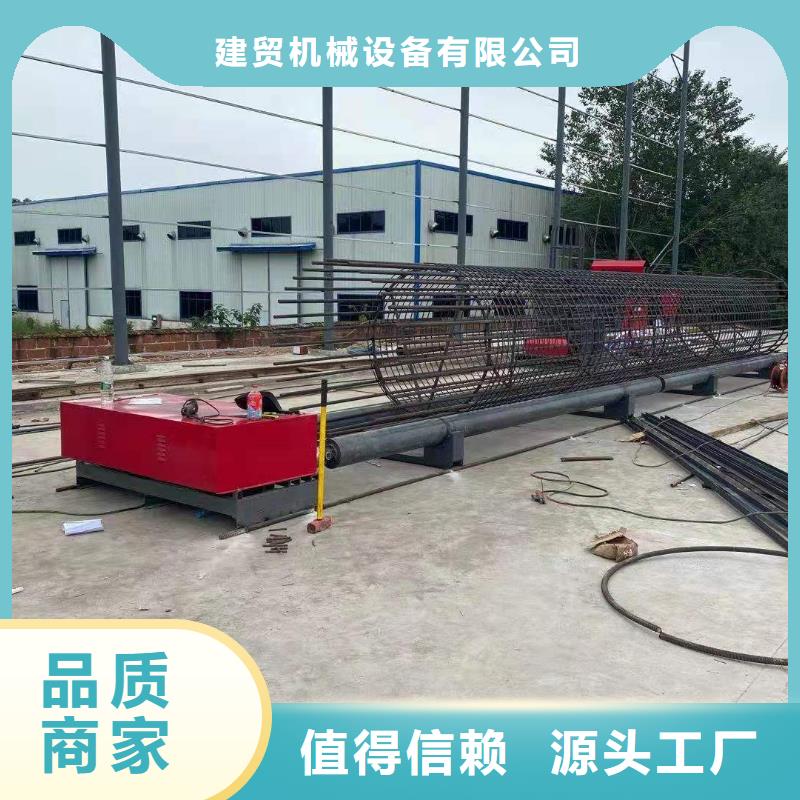
焊接质量可靠而且牢固,不容易在运输过程中滑动跑位。本设备全天24 h作业 12 h 为1班组 共2 个班组下面以加工成型一个桩径125cm 主筋Ф25mm,长度18m的钢筋笼为例:1个班组4人 80min生产1个标准节 标准节钢筋重370.5 kg滚焊机功率15kW.h 如果因注册信息不真实、冒用他人名义注册账号等引起的问题,由您承担责任,360不承担责任,如因您的原因给360或任何第三方造成或损害的,您应当承担,4.8您应当为您账号下的一切行为负责,因您行为而导致的您自身或其他任何第三方的任何损失或损害,360不承担责任,您有义务妥善保存您的账号和密码,并请您不要向任何第三方透露账号或密码信息,如出现或怀疑账号和密码遭到他人使用,请尽快通知360,以免您的利益受到损失,您完全理解并同意,任何因您自身过错(包括但不限于转让账号、与他人共用、自己泄露等)或您所用计算机或手机终端感染病毒或。360不承担任何法律责任,4.9您如果发现任何使用您账号或账号出现漏洞的情况。绕筋机
建贸机械设备有限公司
绕筋机产品特点:自动送线机构,可在线调整间距,误差小,成型质量高。自动焊接,焊点,减轻劳动强度。变频控制拖笼机构,行走精度高。自动拖笼设计,避免焊接过程中因笼子自重导致其弯曲变形。自动上料装置,加快上料速度,提率。模板采用模板环加导管组合,可快速更换笼子直径和变幻笼子主筋根数。平立辊式矫直装置,矫直效果好,寿命长。控制系统:智能PLC、松下触摸屏、ABB变频器
 通化钢筋笼绕丝机一手报价
钢筋加工机械取代人工手工作业似乎已告一段落,数控钢筋弯箍机近几年已经了市场上的广泛认可和使用,新型自动钢筋成型设备还有待市场,适当的放缓或许对钢筋加工配送产业的发展是一件好事,我们能够放慢脚步来思考行业升级中到底哪些问题是关键问题,到底哪些问题才是真正需要解决的,这样才能带来行业真正的、的成熟,进而迎来钢筋加工配送产业的全新发展高峰。是一家集钢筋加工设备、型材冷加工弯曲设备、喷浆支护设备和预应力设备研发、制造、销售于一体的专业化生产企业,主要产品有:绕筋机数控钢筋笼滚焊机、数控钢筋网排焊机、数控钢筋切断机、数控钢筋弯曲中心、数控弯箍机、八字筋成型机、联合冲剪机、镦粗机、自动上料喷浆车、液压喷湿机、注浆机、液压劈裂机、智能压浆、智能张拉机等。经过几年的发展,在行业领域已处地位。产品覆盖国内市场,高的产品和完善的技术服务于高速铁路、高速公路、矿山、水电等基础建设领域。
通化钢筋笼绕丝机一手报价
钢筋加工机械取代人工手工作业似乎已告一段落,数控钢筋弯箍机近几年已经了市场上的广泛认可和使用,新型自动钢筋成型设备还有待市场,适当的放缓或许对钢筋加工配送产业的发展是一件好事,我们能够放慢脚步来思考行业升级中到底哪些问题是关键问题,到底哪些问题才是真正需要解决的,这样才能带来行业真正的、的成熟,进而迎来钢筋加工配送产业的全新发展高峰。是一家集钢筋加工设备、型材冷加工弯曲设备、喷浆支护设备和预应力设备研发、制造、销售于一体的专业化生产企业,主要产品有:绕筋机数控钢筋笼滚焊机、数控钢筋网排焊机、数控钢筋切断机、数控钢筋弯曲中心、数控弯箍机、八字筋成型机、联合冲剪机、镦粗机、自动上料喷浆车、液压喷湿机、注浆机、液压劈裂机、智能压浆、智能张拉机等。经过几年的发展,在行业领域已处地位。产品覆盖国内市场,高的产品和完善的技术服务于高速铁路、高速公路、矿山、水电等基础建设领域。
 建贸机械设备有限公司
数控钢筋弯曲中心进行操作的时候,具体是如何来进行操作的,作为济宁直供数控弯曲中心厂家,让小编带大家共同了解一下数控钢筋弯曲中心是怎么进行操作的!
1、数控钢筋弯曲机需要水平放置,倘若工地现场地面不平,或者地面沉降致倾斜过大,需要用水平尺须测量调平,在作业前需要准备好各规格弯曲柱及工具。
2、应该按照加工钢筋的直径和弯曲半径的要求,装好相应规格的弯曲柱和弯曲销套。
3、数控钢筋弯曲中心机头前端钢筋支撑平台需要调整到与弯曲柱下柱的上平面在同一平面,压紧装置的上压板底面须调整到与弯曲柱上柱的下平面在同一平面。
4、工作前应检查并确认弯曲柱,弯曲销套等无裂纹和损伤,空载运转正常后,方可作业。
5、作业时,钢筋要确认已经压紧后,数控钢筋弯曲中心方可开动弯曲。
6、作业中,严禁更换弯曲柱、弯曲销套及调速,也不可以进行清扫和加油。
绕筋机
建贸机械设备有限公司
数控钢筋弯曲中心进行操作的时候,具体是如何来进行操作的,作为济宁直供数控弯曲中心厂家,让小编带大家共同了解一下数控钢筋弯曲中心是怎么进行操作的!
1、数控钢筋弯曲机需要水平放置,倘若工地现场地面不平,或者地面沉降致倾斜过大,需要用水平尺须测量调平,在作业前需要准备好各规格弯曲柱及工具。
2、应该按照加工钢筋的直径和弯曲半径的要求,装好相应规格的弯曲柱和弯曲销套。
3、数控钢筋弯曲中心机头前端钢筋支撑平台需要调整到与弯曲柱下柱的上平面在同一平面,压紧装置的上压板底面须调整到与弯曲柱上柱的下平面在同一平面。
4、工作前应检查并确认弯曲柱,弯曲销套等无裂纹和损伤,空载运转正常后,方可作业。
5、作业时,钢筋要确认已经压紧后,数控钢筋弯曲中心方可开动弯曲。
6、作业中,严禁更换弯曲柱、弯曲销套及调速,也不可以进行清扫和加油。
绕筋机
 jmc1
jmc1
 焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。采用随炉测温仪一次多可测试6个位置8、温度控制系统:绕筋机保证室内各段温度达到工艺要求的装置全自动滚焊机定义滚焊又称缝焊,是用一对滚轮电极代替点焊的圆柱形电极,焊接的工件在滚盘之间移动,产生一个个熔核相互搭叠的密封焊缝将工件焊接起来的方法。一般采用交流脉冲电流或调幅电流,也可用三(单)相整流、中频、高频的直流电流。滚焊广泛应用于油桶、罐头罐、暖气片、飞机和汽车油箱、火箭、导弹中密封容器的薄板焊接。一般焊接厚度在单板3mm以内。全自动滚焊机原理采用可调行程气缸加压,避免上下电极碰撞损伤。 采用三相无极调速电极驱动,焊接速度调整方便、稳定。巧妙合理的内部结构,减少发热导致的焊接性能减弱 银轴瓦旋转导电优良接触. 限度减少电能转换的损失。滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。
焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。采用随炉测温仪一次多可测试6个位置8、温度控制系统:绕筋机保证室内各段温度达到工艺要求的装置全自动滚焊机定义滚焊又称缝焊,是用一对滚轮电极代替点焊的圆柱形电极,焊接的工件在滚盘之间移动,产生一个个熔核相互搭叠的密封焊缝将工件焊接起来的方法。一般采用交流脉冲电流或调幅电流,也可用三(单)相整流、中频、高频的直流电流。滚焊广泛应用于油桶、罐头罐、暖气片、飞机和汽车油箱、火箭、导弹中密封容器的薄板焊接。一般焊接厚度在单板3mm以内。全自动滚焊机原理采用可调行程气缸加压,避免上下电极碰撞损伤。 采用三相无极调速电极驱动,焊接速度调整方便、稳定。巧妙合理的内部结构,减少发热导致的焊接性能减弱 银轴瓦旋转导电优良接触. 限度减少电能转换的损失。滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。