

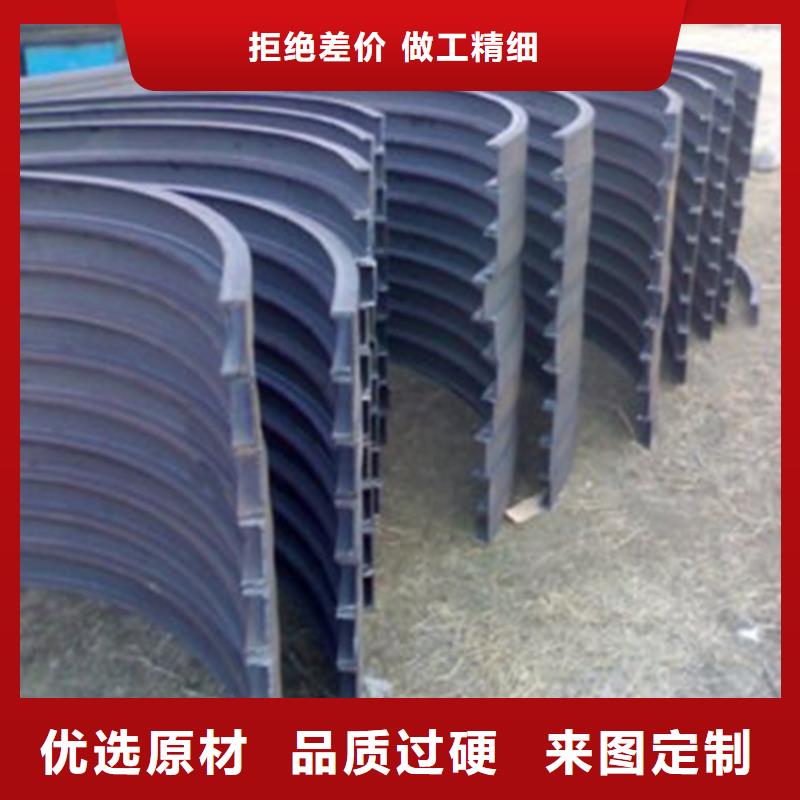


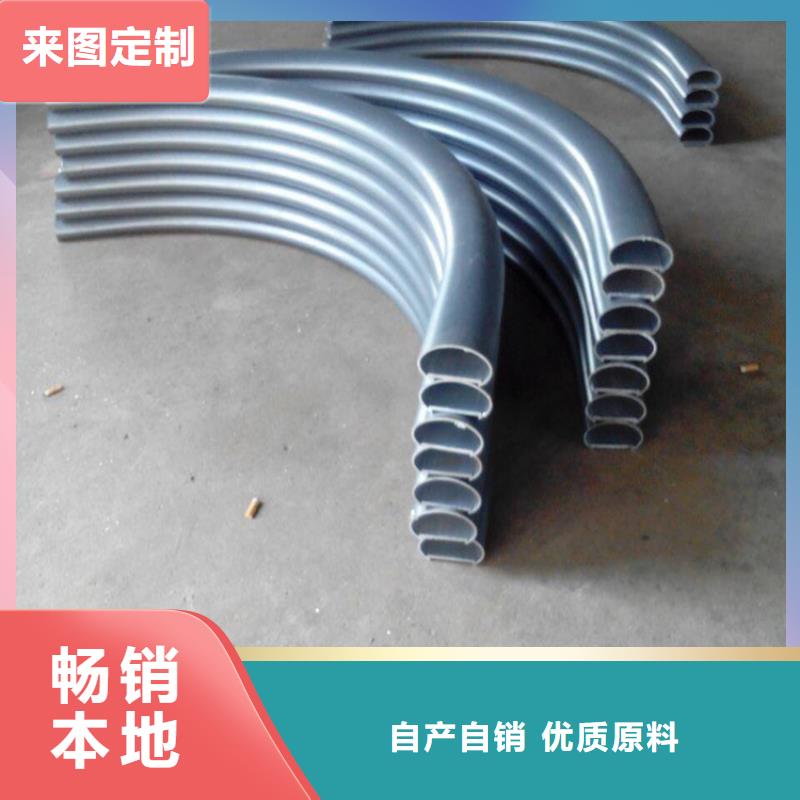

具体介绍一下型材拉弯的种类有哪些按加工工艺特性,型材拉弯可分成顶弯、压弯、滚弯和型材拉弯 压弯是常见的弯折方式。常用机器设备大多数为通用性的机械设备冲压机或四柱液压机,也有用专用型钣金折弯冲压机的。常见的滚弯机器设备是四辊卷板机。三辊卷板机按三点决策一圆的大道理,对方坯展开持续弯折。三辊卷板机具备2个传动系统辊(固定不动)和一个压下辊(可调式)。调整压下辊的左右部位就可以更改它与传动系统辊中心的相对性间距。型材拉弯时,板才放置传动系统辊和压下辊中心,传动系统辊正反面方位互换旋转,使板才重复运动。调整压下辊使之逐步压下,就可以将板才弯折成需要折射率的圆上、锥体面和折射率较小的单叶双曲面。压下辊一端可冉冉升起,有利于卸出钢件。此外也有四辊和多辊四辊卷板机,四辊卷板机用以出产厚钢板圆桶,四辊左右的多辊四辊卷板机,用多对辊筒将板才渐渐弯折成繁杂的型面。 针对精密度规则较高,长短和夹角规则很大、横着标准规则较小的弯折件,可在专用型的型材拉弯机里展开型材拉弯。
型材拉弯钢材拉弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K.式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。
分析一下型材拉弯工艺的重点是什么所有的拉弯厂家以及拉弯型材的顾客都知道,拉弯便是把金属板材、管材和型材曲折成一定曲率、形状和尺度的工件的冲压成形的工艺。到目前为止,拉弯这项技能在各种高压容器。锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等的制造中发挥着重要作用。那拉弯工艺的要害因素是什么呢?型材拉弯厂相关技能专家经过多年的潜心研究与创新,总结出挑选合适的加工参数是拉弯成形工艺的要害要素。确认拉弯工艺参数首先要考虑的便是这两个方面。一是拉弯断裂,一是截面尺度变形量过大。别的,在收边拉弯加工中,加工参数挑选不妥会在腹板上产生失稳起皱的现象,这也是需要考虑的重要因素
关于型材拉弯的工作原理分析 型材拉弯机是在不加热的状况把金属型材弯弧卷圆成型的一种设备,它也叫做卷圆机、法兰机。它可以卷圆角钢、角铁、扁钢、扁铁、槽钢、T型钢以及一些管材,因为出产加工中对角钢、扁钢、槽钢的卷圆工艺需求较大,所我们喜欢称它为角钢法兰机、扁钢卷圆机或许槽钢卷圆机。型材拉弯机的首要特征:体积小。重量轻:因为不只选用了新技术的传动结构,输入轴和输出轴在同一轴线上,而且有与电动机直联呈一体的独特之处,因而本机具有结构紧凑,体积小。重量轻的特征。机械效率高。毛病少。寿命长:本机为齿轮传动,作业辊端轴承选用重载轴承支撑,承载才干大,而且降低冲突引起的功率损耗,因而机械性能好,耐磨性能好,再加选用滚动冲突,故使之毛病少工作牢靠平稳:本机选用全体结构,基础简单,移动方便,传动过程中为多齿啮合,所以使之工作平稳牢靠。噪声低。本机还具有过载才干强。耐冲击。惯性力矩小,适于起动一再和正回转的特征。