

产品详细介绍




南京异型管产量较大幅度增长,作为业内人士,一定要认清产量与需求的关系。我国钢铁行业是充分竞争的行业,是受需求拉动的行业,钢铁产量的高低不由供方来决定,而是取决于市场的需求。
据统计,今年1月~8月,南京异型管产量增加了9.1%,增产5546万吨,净出口减少99万吨,增量都用于满足国内钢铁需求,其中2/3用于满足建设领域的需求增量;GDP、工业增加值增幅比之前略有回落,但是基建和房地产投资增速比去年增加。这种超预期的表现极大拉动了钢铁行业的需求,而我国钢铁业满足了国民经济发展中生产建设对钢铁材料的供给要求。如果没有钢铁产量的增长,是无法实现目前的建设规模的,依靠大量进口钢材进行生产建设也肯定是不切实际的。另外,还要防止由于投资和房地产拉动出现违规新增产能;防止一旦经济环境恢复正常,经济转型加快,钢材需求量减少后出现恶性竞争。
每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,南京异型管由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。
南京异型管成品,根据零件所生产形状,生产部门根据成形工艺规程与机械零件图进行零件制造,然后进行装配。通常不能欣苏设计图直接进行成形加工,而应根据设计图绘制出制造图,再按制造图进行成形加工达。
由于设计图绘制出的是零件成形加工完成后的终状态图,南京异型管而制造图则是表示在制造过于某一工序完成时工件的状态,两者是有差异的。因此,在加工时需要根据制造图准备合退余局坯料,并进行预定的成形加工。准备好金属材料后,用祷造、锻造、机械加工、热处理等不同的成形加工方法膨翻工。零件成形加工完成后再装配成部件或整机。首先发生阳极溶解的原理进行抛光的一种电化学加工,又称为电抛光。电化学抛光时表面上形成一层薄厚不均的粘性薄膜,此薄膜具有很高的电阻,可以避免试件过渡腐蚀。
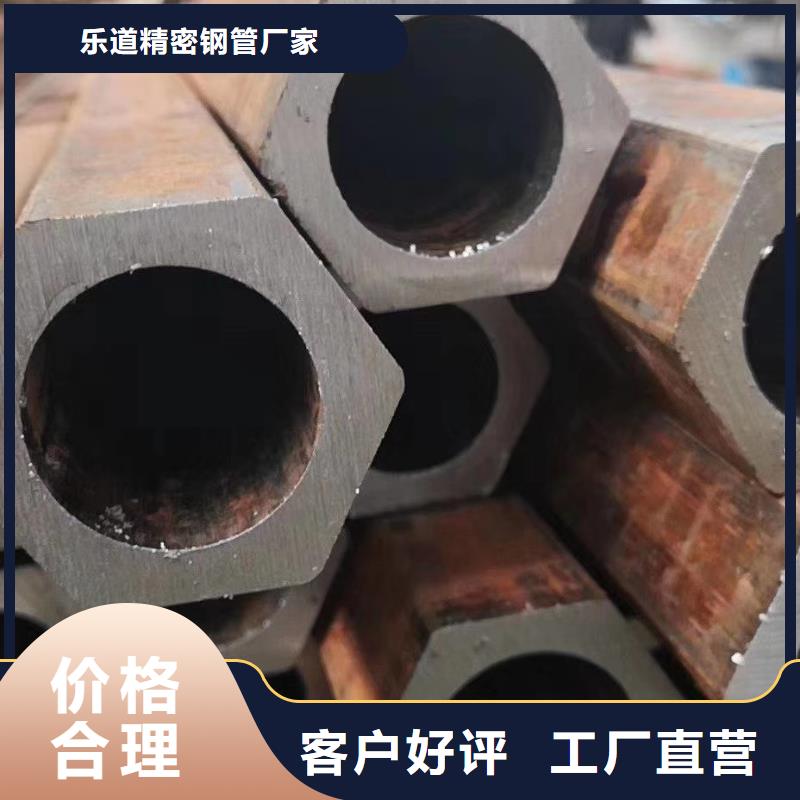
南京异型管可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。
因此,南京异型管以轧制方法生产为主。在现代化的轧钢生产中,使用 轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用 轧机尚不能对翼缘边端施以压下。
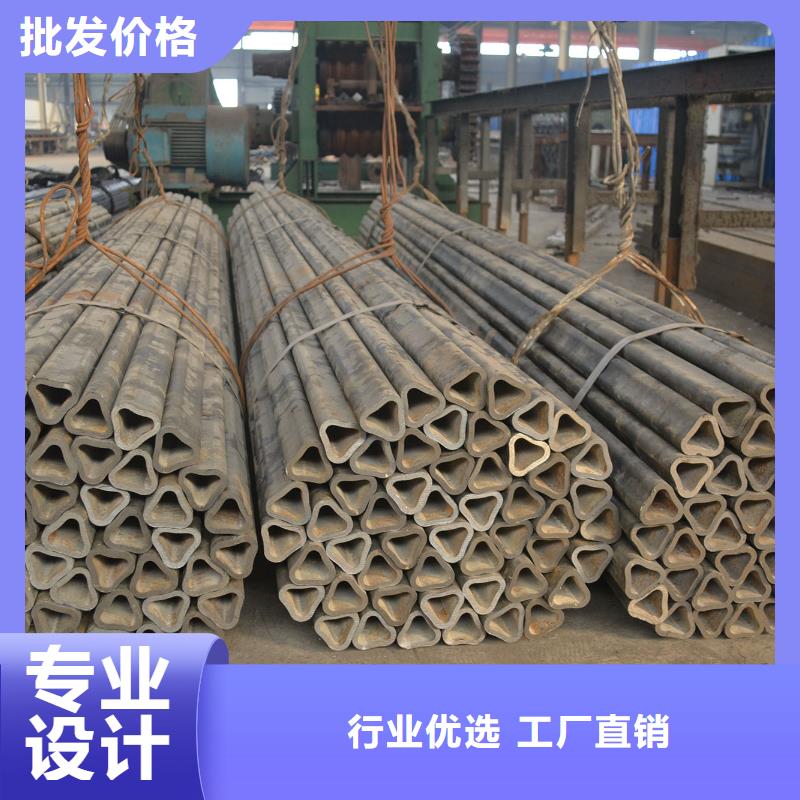
这样就需要在 机架后设置轧边端机,俗称轧边机,南京异型管以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组。
南京异型管驱动送料辊轮的齿轮类齿隙比较小,驱动送料辊轮的伺服电机可以灵活、适度地加、减速。
南京异型管轧制油膜对送料精度产生影响,轧制完成后如果放置时间过长,轧制油就会发生干燥固化现象,送料时材料就会与送料辊轮发生滑动,使送料的精度下降。
南京异型管材料从很宽的材料剪切时,因剪切装置的精度和刚度原因剪切下来的材料幅度会出现正、负误差。在通过模具的导向柱时,材料过窄就会产生间隙,发生抖动,使送料的精度下降。在通过模具的导向柱时,材料过宽会被压缩变形,也会严重降低送料精度。
南京异型管卷材是由很宽的压延钢板卷曲而成的,相对来说靠近中央附近的精度比较好,幅宽方向的两端呈现逐渐变薄的现象,厚度的精度明显变差。此时,幅宽精度比较差的卷材也会影响送料精度。