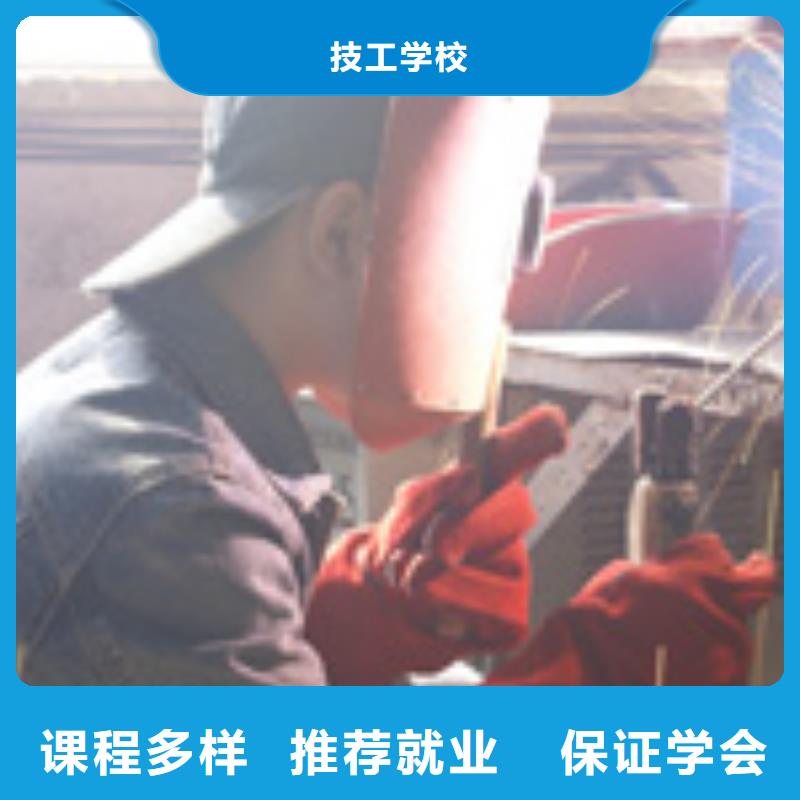







看得清楚焊条熔化后的铁水对学电焊有很大的帮助,学得也会更快。
1。焊接电流的调节,仰焊、立焊和平焊的电流是不一样的。
2。运条速度的控制,焊条运行速度得平稳、匀速。
3。焊弧长度的控制。基本的方法是焊条后倾70-80度电弧距离是焊条的直径主要是手要稳不要抖焊条点燃后,注意焊条前点与被焊体保持火柴头那大的距离,沿着被焊接缝处,以画圈的方式均匀划动,这样出来的焊纹可成鱼鳞状,好看又结实。电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。
二、知识结构及要求:通过学习培训,能看图纸和制图,常用零件的规定画法及代号标准,金属材料的牌号性能和用途,交、直流孤焊机的构造和使用方法,焊接工艺特点,焊接工工艺参数和焊接坡口的基本形式与尺寸、焊芯牌号及焊条分类,焊剂的作用和分类,氩气钨极的牌号规格,焊接接头的分类、接着形式、坡口形式、焊接位置。金属材料与热处理、工程制图、工程力学、机械设计基础、金属熔化焊基础、焊接电源、焊接技术原理与工艺、焊接方法与设备、焊接结构、焊接质量检验。焊接技能训练 :(1)气割、气焊 (2)手工电弧焊 (3)CO2气体保护焊 (4)氩弧焊、特种焊 (5)碳弧气刨、 (6)等离子切割 (7)埋弧自动焊 (8)压力容器、高压管道 、特种设备焊接。
气焊、气割、电焊设备的使用与操作,注意事项等,以操作为主。
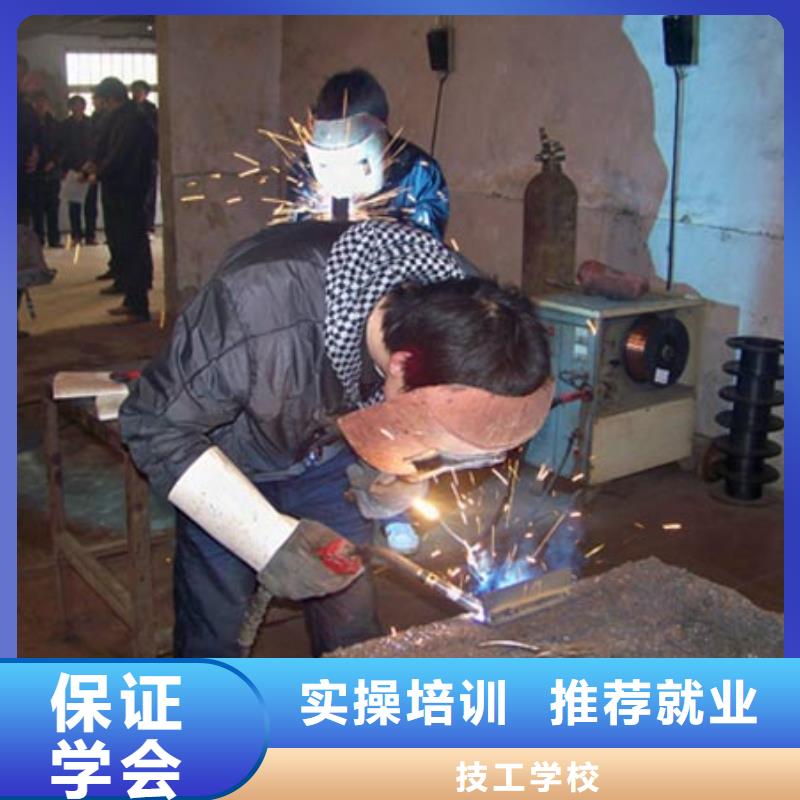
一、焊条电弧焊的焊接过程
开始焊接时,在焊条与焊件之间,先接短路,然后立即起焊条到一定距离,将电弧引然,在电弧的高温作用下使药皮、焊芯及工件熔化,形成熔池。
焊条的焊芯熔化时,是以熔滴的形式向熔池过渡的。药皮熔化过程中产生的气体充满在电弧和溶池周围,产生的熔渣覆盖在液体金属上面,起着保护液态金属的作用,同时和熔化了的焊芯、母材发生一系列的治金反应,这种反应能精炼焊缝金属,提高焊缝质量。
焊前預備
3.1坡口加工采用機械加工法
加工後的坡口表面應平整、無毛刺和飛邊。坡口的形式一般為V型,無鈍邊,坡口角度70~75℃為宜。不同壁厚的對接焊應有14O的過渡段。
.2 焊前預備
焊前將焊絲、焊管坡口及其坡口內外各30~50mm范圍內的油污和氧化膜掉,順序和方法如下:用丙酮或四氯化碳等有機溶劑去除表面油污,坡口內外兩側范圍應不小於50mm。油污後,焊絲采用化學法,坡口易采用機械法,試管也采用化學法表面氧化膜。機械方法,是坡口及其四周表面可用銼削、刮削、銑削或用0.2mm左右的不鏽鋼絲刷至露出金屬光澤,兩側的范圍距坡口邊沿應不小於30mm,使用的工具按期脫脂處理。
