


 <资阳>宏达友源金属制品有限公司
<资阳>宏达友源金属制品有限公司
<资阳>宏达友源金属制品有限公司
<资阳>宏达友源金属制品有限公司
<资阳>宏达友源金属制品有限公司
<资阳>宏达友源金属制品有限公司
 <资阳>宏达友源金属制品有限公司
<资阳>宏达友源金属制品有限公司
<资阳>宏达友源金属制品有限公司
<资阳>宏达友源金属制品有限公司
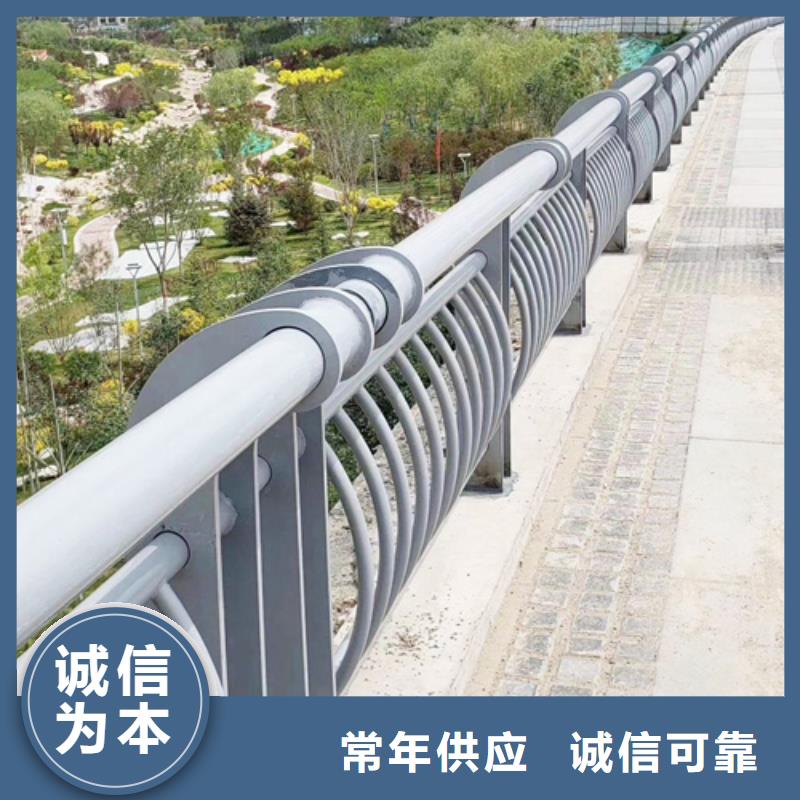
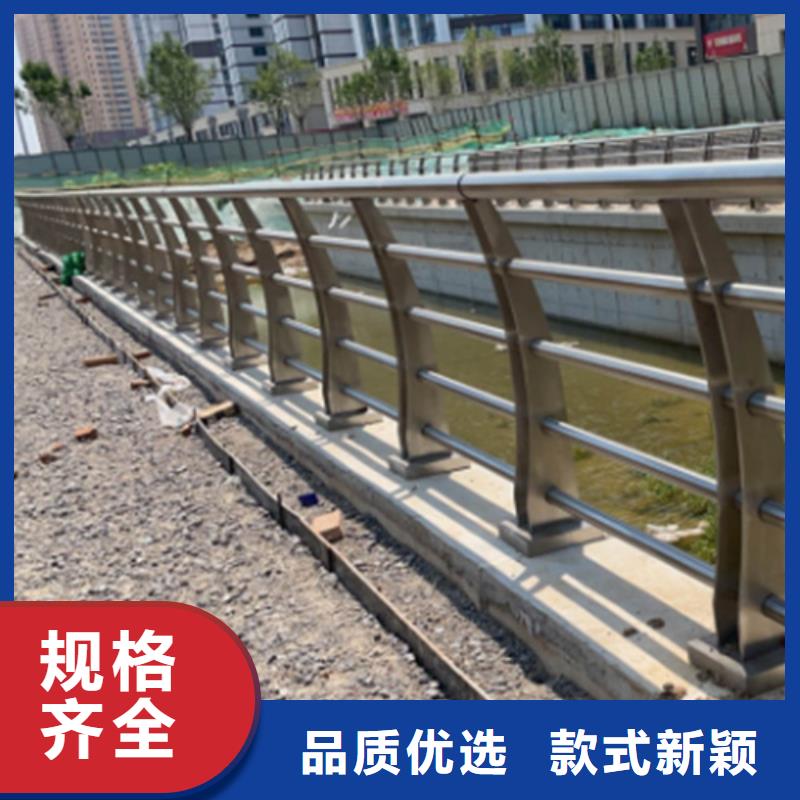
1、熟悉设计文件,组织有关工程技术人员,学习相关文件,复核设计图纸,如发现设计与现场实际情况有出入,应及时通知业主或设计单位。2、在防撞护栏施工前,必须先在场外进行试验段施工,试验段长度不低于2米,经监理单位验收合格后才能正式开始施工。 3、防撞护栏模板建议采用定型组合钢模,确保其刚度及表面光洁平整和设计的几何线型,除几何尺寸外,还需检查模板间接缝及底部接缝是否紧密不漏浆,安设牢固不变形。 4、防撞护栏钢筋必须按照设计图纸和相关业主文件要求制作,安装规范,经自检和监理抽检合格后,才能立模板。5、防撞护栏在被交道、踏步等位置应断开,防撞护栏应避免影响来往车辆行驶为宜。
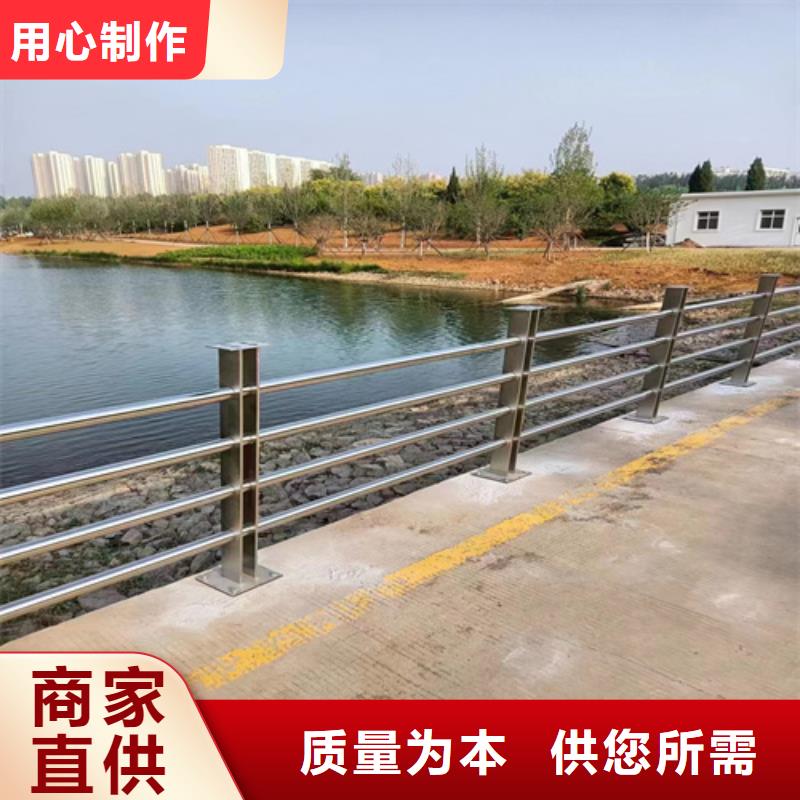
不锈钢防撞护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜焊丝用Ф0.8~Ф1.2㎜牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右应注意不要过份打磨否则很容易将不锈钢表层磨破露出钢管这样就需要修补加大了工作量.可在施工前先切一小段试焊熟悉一下一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。