

产品详细介绍
丹东优质304不锈钢复合管的厂家 云海旭金属材料有限公司
内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。
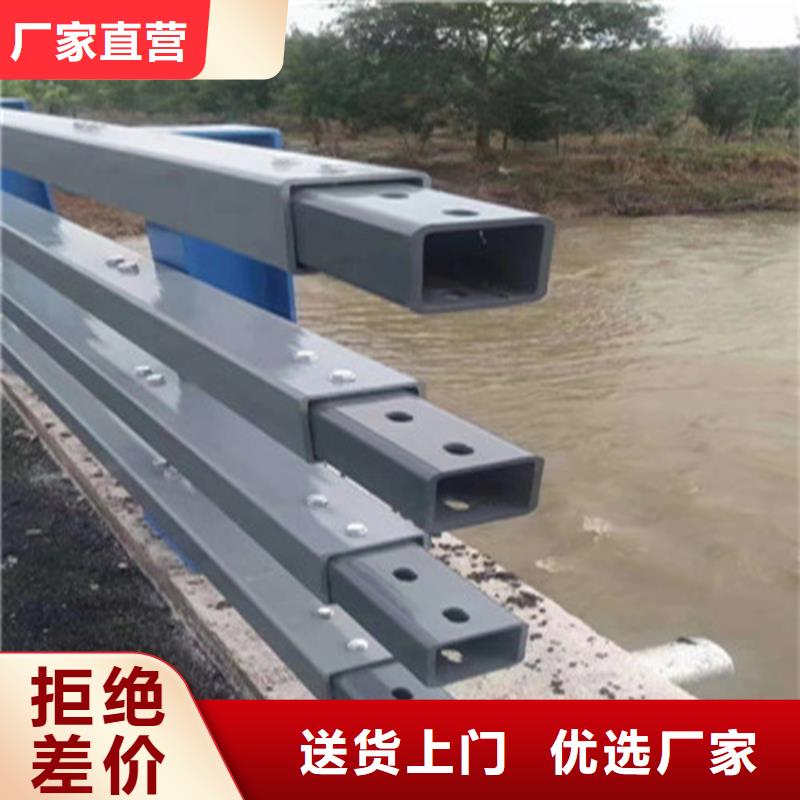
护栏与景观相协调,形式美。防腐处理:经除锈、打磨、钝化、涂塑,硫化等工艺后,采用镀塑处理,色彩为果绿色,镀层厚度为0.5~0.6mm,镀粉采用抗老化性能较佳的进口耐候性粉料,镀层必须颜色一致,表面光滑,不允许有流挂、滴瘤或多余结块。 镀件表面应无漏镀、露铁等缺陷。隔离栏用途:主要用于高速公路、铁路、机场、港口、码头、市政建设及养殖业等,主要作用于隔离及防护。结构:用高强度冷拔低碳钢丝焊接后在经过液压成型,用连接附件与钢管支柱固定。 本产品是专为机场设计的新型围界产品,采用高强度低碳钢丝焊接,立柱为矩形钢及高强度圆管,顶部加焊V型支架,的抗冲击力,顶部在增加刀片刺丝后又很好的增强了防护性能,大型机场已广泛采用此?。 特点:强度高、钢性好、造型美观、视野宽广,安装简便,感觉明亮、轻松。(三)结构:面一体,用连接附件与钢管支柱固定。特点:强度高、钢性好、造型美观、视野宽广,安装简便,感觉明亮、轻松。CC采用后与C型柱钢柱用连接螺栓成型,面平、紧等特点。


国内海管一般采用碳钢海管, 尚未引入不锈钢复合管。 不锈钢复合管由于其结构特殊性, 对焊接保护及铺设方式要求较高。 如何使用铺管船完成不锈钢复合海管铺设工作, 成为项目执行的一个重点。 在项目准备及施工过程中, 采用了一系列先进工艺, 不断优化作业流程, 终形成一套较成熟的不锈钢复合海管铺设工艺, 完成了国内首条不锈钢复合海管铺设工作。不锈钢复合管焊接的关键问题是焊缝的抗腐蚀问题, 而焊缝是否抗腐蚀取决于封底焊缝的焊接质量。 由于不锈钢导热系数小, 焊接时高温停留时间不宜太长, 且与空气接触易氧化, 所以焊接复合层时应选择热输入量小的焊接方法。 同时, 由于复合管的焊接顺序为先焊复合层, 后焊基层, 所以,复合层的焊接质量是整个焊接过程中为重要的, 应考虑采用焊接质量高的焊接方法。 由于不锈钢复合钢管的两种材质具有不同化学成分和物理性能, 在焊接过程中, 很容易造成碳及合金元素的扩散, 引起焊接接头性能恶化,影响焊接质量。

不锈钢复合管是一种以碳钢或低铬钼合金钢(珠光体钢) 为基体、 以高合金不锈钢为复层材料, 通过堆焊、 爆炸复合和热轧复合等工艺手段将两种金属结合在一起的节能材料。 基层材料承担着管道的承压作用,质量占钢管总质量的大部分; 复层材料是能满足工艺管道耐腐蚀性要求的高合金不锈钢材料, 厚度通常为 3mm。 不锈钢复合钢管主要为在碳钢或低铬钼合金钢无缝钢管内壁堆焊高合金不锈钢材质和不锈钢复合钢板通过卷制焊接而成的直缝钢管, 既具有基层材料钢管的强度和刚度, 又具有复层材料良好的耐腐蚀性能, 非常适合石油化工装置耐高温、 抗腐蚀的要求,如常减压装置的常压侧线柴油管道、 常压转油线及减压转油线等场合, 在催化裂化和延迟焦化等装置也有广泛的应用。
