







首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。
其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。
其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。
其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。
钢板卷管在放样前必须用钢卷尺对钢板进行检查,并找正。钢材的放样尺寸按卷管的中径计算,放样后在钢板上打上样冲,并标出钢板的中心线。管道坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法。火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等干净。采用热加工方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整,切口上不得产生裂纹,并不宜有大于10mm的缺棱,切割后应边缘上的氧化物、熔瘤和飞溅物等。机械加工时,加工表面不应出现台阶。对接坡口根据工艺及规范的要求进行加工,簿板一般采用V型坡口,厚板采有X型坡口,对于小于6mm的板材,可不加工坡口,但在反面焊接时,必须砌底清根。切口或坡口边缘上的缺棱,当其为1~3mm时,可用机械加工或修磨平整,但不能超过的1/10;当缺棱或沟槽超过30mm时则用Φ3.2以下的低氢型焊条补焊,并修磨平整。切口或坡口边缘上若出现分层性质的裂纹,需用10倍以上的放大镜或超声波探测其长度和深度。
丁字焊接钢管中含Ni时在酸性环境中耐蚀性强,在含有硫酸或者环境中,丁字焊接钢管中Ni的含量越高则耐蚀性越强。在一般的环境下,只需在丁字焊接钢管中添加Cr就可以防止发生侵蚀的现象。钢带边缘状况不佳是造成错边的另一重要原因。质量流量、热流密度以及结构参数(螺旋曲率直径和丁字焊接钢管径的比值Dc/D)的变化对立式螺旋管内饱和泡状沸腾换热系数的影响。 涡流探伤按GB/T7735-2004《卷管涡流探伤检验方法》标准执行.涡流探伤方法是将头固定在机架上探伤与焊缝保持3~5mm距离靠钢管的快运动对焊缝进行的扫查探伤信号经涡流探伤仪的自动处理和自动分选达到探伤的目的.探伤后的焊管用飞锯按规定长度切断经翻转架下线.钢管两端应平头倒角打印标记成品管用六角形捆扎包装后出厂.
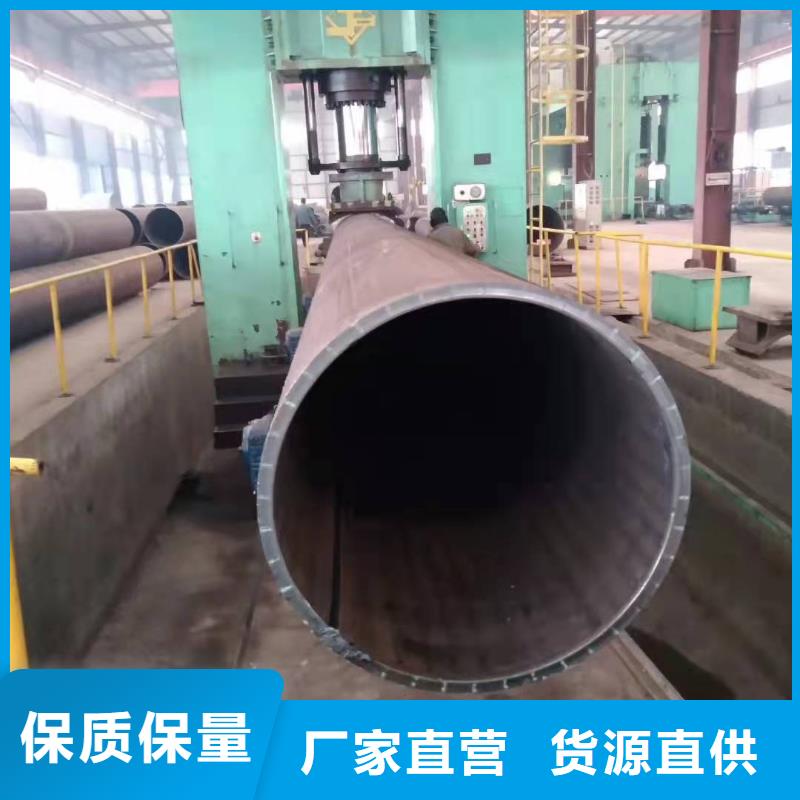
焊接钢板卷管是由卷成管形的钢板
优点?
1可以生产形状复杂的零件,尤其复杂内腔的毛坯(如暖气)?
2适应性广,工业常用的金属材料均可铸造。 几克~几百吨。?
3原材料来源广泛。价格低廉。 废钢,废件,切屑 4铸件的形状尺寸与零件非常接近,减少切削量,属少无切削加工。
钢板卷管这类缺陷防止的措施有:不使用药皮开裂、剥落、变质及焊芯锈蚀的焊条,生锈的焊丝必须除锈后才能使用。所用焊接材料应按规定温度烘干,坡口及其两侧清理干净,并要选用合适的焊接电流、电弧电压和焊接速度等 卷筒可用金属铸造成形工艺直接获得零件的铝合金,铝合金铸件。该类合金的合金元素含量一般多于相应的变形铝合金的含量。铸造铝合金除含有强化元素之外,还必须含有足够量的共晶型元素﹙通常是硅﹚,以使合金有相当的流动性,易与填充铸造时铸件的收缩缝。?