

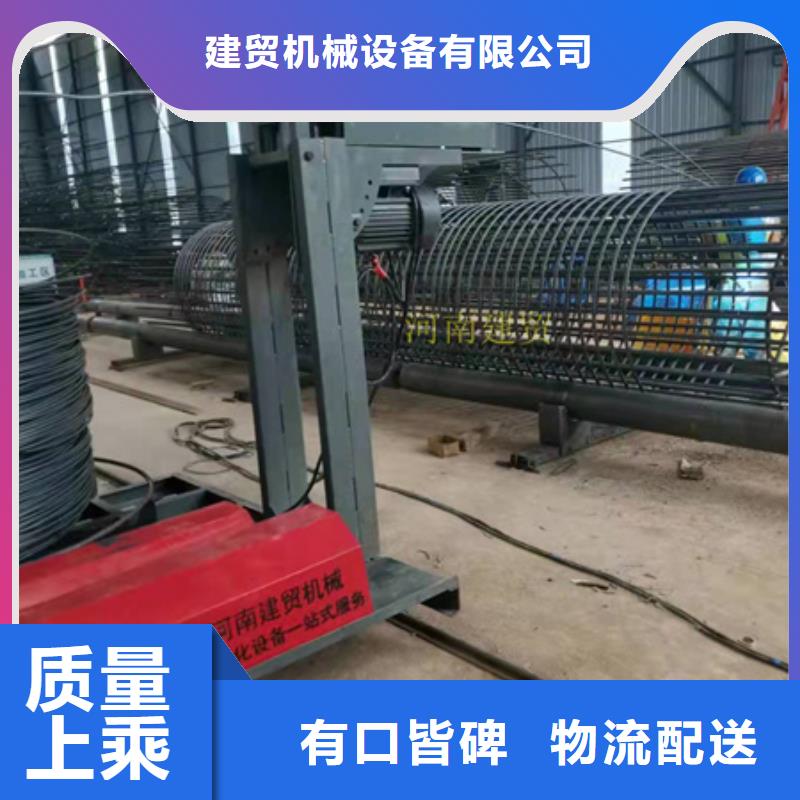


全自动数控钢筋笼绕筋机平时的维护和保养工作:全自动数控钢筋笼绕筋机在使用前要检查,看各线路连接是否正常、各螺栓螺母是否松动、工作台和全自动数控钢筋笼绕筋机是否保持水平等,同时在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。2. 产品途及优势钢筋笼绕筋机现,解决了钢筋笼滚焊机无法同时双盘筋同时缠绕问题,且钢筋笼绕筋机钢筋笼制作,效率高,省时省工,对于不同直钢筋笼切换设备不刻意调节,使方便灵活。结束了钢筋笼一贯工历史,为桥梁桩基制造大大了效率,可根据客户情况定制设备,可加工36米以上,直两米以上钢筋笼,广泛于高铁、高速等项目建设,钢筋笼绕筋机加工钢筋笼精度高,误差小,两个相邻之间绕筋误差在3mm以内,米尺直接拉3米长度,总共误差在2CM以内,基本都是项目部达标产品。钢筋笼绕筋机所有制作材料严格使国标钢材,生产严谨,故障率远低于行业平均水平,本司郑重承诺绕筋机整机质保一年,不仅要把好产品售去,还要给客户提供优质售后服务,时间为客户安装设备,时间为客户解决问题。3. 技术参数主筋Φ12~40mm,箍筋Φ5~14mm(盘筋直接作业),绕筋间距范围:0~450mm可任意;功率:通设备15KW,加重设备20KW;可定做。滚焊速度根据操作熟练成度从低到高可任意。盘电机及电机电源电缆采链式保护,确保设备运行。传统以来,在有桩基施工的建筑工程中,桩基所用的钢筋笼一直由人工缠绕绑扎或弯圆后焊接。由人工制作钢筋笼,间距不均匀,松松垮垮,极易变形,影响了工程质量;且需要大量的人力,加工成本也很高。在我国各施工现场,还是以人工加工为主,但钢筋笼的自动成型已成必然发展趋势。
 数控钢筋笼绕筋机及注意事项:应停干燥的室内.不得已停在室外者应选平坦的地面并铺上木板.停放后用罩布盖好.存放前须对机械进行、修复损坏机件并对其进行清理保持技术状态良好.在停的排列和布置应保证任何一台机械的进出均不受其他机械的影响.应将机械的燃油控制杆置于怠速位置各操纵杆置。钢筋笼滚焊机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋放在钢筋笼绕筋机上,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼,托辊滚动速度可根据操作手的熟练程度从低到高任意调整,盘筋间的间距可根据施工要求随时改动,同时可预先设置好参数,一个钢筋笼包括加密区、预留区到达指定位置,间距自动改变,钢筋笼一次性成型,极大提高了工作效率,可根据客户情况定制设备,可一次性加工30米以上,直径两米以上钢筋笼,建贸钢筋笼绕筋机加工出的钢筋笼精度高,误差小,两个相邻之间绕筋误差在3mm以内,用米尺直接拉3米长度,总共误差在2CM以内,可以达到任何监理要求。 建贸机械钢筋笼绕筋机产品优势:1:本机加工速度快:待工状态2个可全程生产,正常工況3-6人可生产10-20多节钢筋笼。2: 本机质量稳定:机械化作业不受人为因素影响,长时间工作可稳定质量不变。3: 本机转运便捷:组合式设计使报运安装、生产等过程不依赖起重设备,适应工厂化大批量国定生产和施工现场分散的机动作业。4: 本机功耗低:总功率不到15KW,同步工作不到5KW,节能而且不影响总电容的配比。5: 本机流水线形式:独立施工不受各工序影响,不间断完成主筋箍筋焊接成型、绕筋过程施焊等全部过程。6: 本机采用螺纹连接技术可精准定位,帮助提高钢筋笼分解、安装
数控钢筋笼绕筋机及注意事项:应停干燥的室内.不得已停在室外者应选平坦的地面并铺上木板.停放后用罩布盖好.存放前须对机械进行、修复损坏机件并对其进行清理保持技术状态良好.在停的排列和布置应保证任何一台机械的进出均不受其他机械的影响.应将机械的燃油控制杆置于怠速位置各操纵杆置。钢筋笼滚焊机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋放在钢筋笼绕筋机上,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼,托辊滚动速度可根据操作手的熟练程度从低到高任意调整,盘筋间的间距可根据施工要求随时改动,同时可预先设置好参数,一个钢筋笼包括加密区、预留区到达指定位置,间距自动改变,钢筋笼一次性成型,极大提高了工作效率,可根据客户情况定制设备,可一次性加工30米以上,直径两米以上钢筋笼,建贸钢筋笼绕筋机加工出的钢筋笼精度高,误差小,两个相邻之间绕筋误差在3mm以内,用米尺直接拉3米长度,总共误差在2CM以内,可以达到任何监理要求。 建贸机械钢筋笼绕筋机产品优势:1:本机加工速度快:待工状态2个可全程生产,正常工況3-6人可生产10-20多节钢筋笼。2: 本机质量稳定:机械化作业不受人为因素影响,长时间工作可稳定质量不变。3: 本机转运便捷:组合式设计使报运安装、生产等过程不依赖起重设备,适应工厂化大批量国定生产和施工现场分散的机动作业。4: 本机功耗低:总功率不到15KW,同步工作不到5KW,节能而且不影响总电容的配比。5: 本机流水线形式:独立施工不受各工序影响,不间断完成主筋箍筋焊接成型、绕筋过程施焊等全部过程。6: 本机采用螺纹连接技术可精准定位,帮助提高钢筋笼分解、安装
 jmc
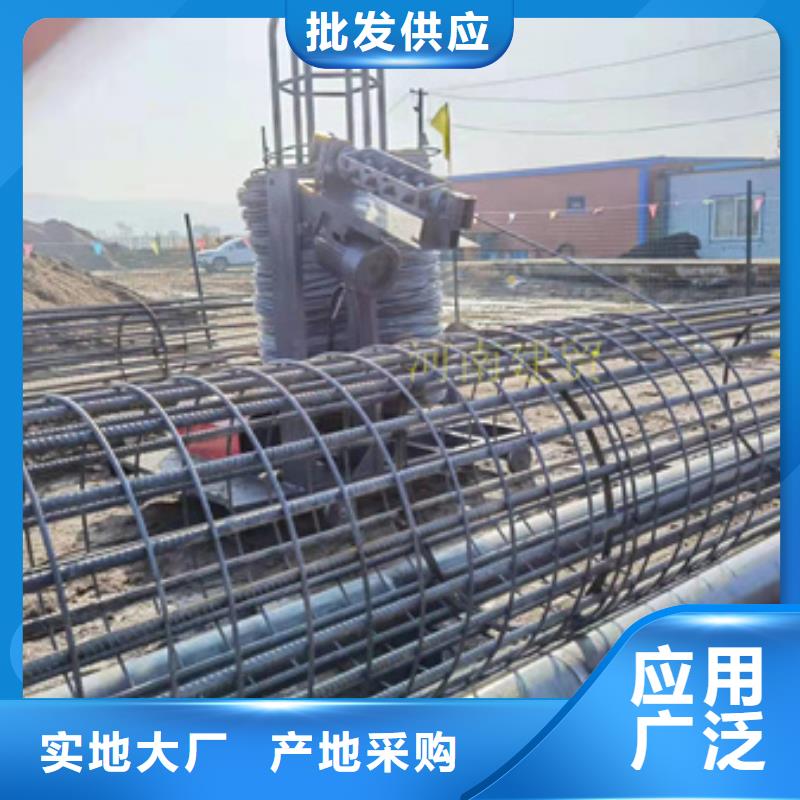
绕筋机第六步:灌注桩与转动盘分别堵截绕筋;移动盘前移,灌注桩与固定盘分别;松掉主筋与移动盘模版软管的地脚螺栓;移动盘前移,灌注桩与移动盘分别配套设施电动扳手,简洁便当加盟,跋山涉水劳动效率第七步:卸笼,下降液压机支撑卸笼,行吊或人推滚下在如数电焊焊接过程中,为防止灌注桩因重量而变形,需武器装备多个液压机支撑设备专业计划方案的液压系统,采用国内通用性的液压件,耐久度耐用、具有高公差配合第八步:移动盘校准,预备期下个生产循环卸笼后,将移动盘校准,预备期生产下个狗笼。
建贸机械设备有限公司
jmc
绕筋机第六步:灌注桩与转动盘分别堵截绕筋;移动盘前移,灌注桩与固定盘分别;松掉主筋与移动盘模版软管的地脚螺栓;移动盘前移,灌注桩与移动盘分别配套设施电动扳手,简洁便当加盟,跋山涉水劳动效率第七步:卸笼,下降液压机支撑卸笼,行吊或人推滚下在如数电焊焊接过程中,为防止灌注桩因重量而变形,需武器装备多个液压机支撑设备专业计划方案的液压系统,采用国内通用性的液压件,耐久度耐用、具有高公差配合第八步:移动盘校准,预备期下个生产循环卸笼后,将移动盘校准,预备期生产下个狗笼。
建贸机械设备有限公司
 唐山数控钢筋笼缠绕机产品质量优良
当然,这也得益于圆钢套丝机本身采用的就是通用的圆板牙,自然制作出来的螺纹也。小型螺纹钢车丝机在套丝的中,它的圆钢是不转的,仅仅是板牙在转,这样子有一个好处,就是不管再长的圆钢也可以制作螺纹。套丝机又名电动套丝机绞丝机螺纹钢车丝机是把1980年前的手动管螺纹绞板电动化。拉网采用步进电机拉网,可以解决同一张网片有不同的网孔尺寸的难题,拉网控制采用PLC控制屏幕中文显示。焊接采用了新型的焊网变压器。焊接电力电子控制采用同步控制技术,PLC控制中文显示,控制精度高、性能。钢筋笼卷笼机绕筋机为确保人身。请使用带漏电保护的自动开关。1.打开电源。检查冷却水泵是否正常工作。2.操作按钮检查电气控制是否正常工作。1.根据加工钢筋的直径,更换适合加工直径的滚轮。轧制轮与加工钢筋直径的关系如表1所示:轧制轮的外径φ78.2φ69.4φ59加工钢筋的直径节距.更换滚轮时,请使用适当的滚轮间距更换垫圈,以确保正确的节距。建贸机械绕筋机技术参数:◆ 主筋Φ12~40mm,箍筋Φ5~16mm(盘筋直接作业),绕筋间距范围:0~450mm可任意;◆ 功率:通设备15KW,加重设备20KW;可定做。◆ 滚焊速度根据操作熟练成度从低到高可任意。◆ 盘电机及电机电源电缆采链式保护,确保设备运行。无论是桥梁、房屋建筑,在安方钢筋时,都必须按照工程师给定的钢筋数量进行放置,不能少,也不能多。原因很简单,钢筋混凝土是当今建筑的基本材料,目的是为了让建筑能承受更大的压力。但从建筑上说,如果钢筋放得多,在浇筑混凝土时容易出现空洞,而空洞地出现,一个直接的后果就是混凝土受力不均匀,空洞的数量多了,受力不均匀的面也就多了。做笼子必看
转运便捷:组合式设计使搬运、安装、生产等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。??5.流水线形式:独立施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。??6.采用螺纹连接技术可精准,帮助提高钢筋笼分解、安装速度。钢筋笼绕筋机工作原理根据施工要求,首先钢筋笼绕筋机两滚筒间距离,将钢筋笼的主筋架预制好吊装到钢筋笼绕筋机两滚筒之间,通过穿过矫直器将盘筋穿入钢筋笼,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定及盘转动把绕筋缠绕在主筋上,同时进行焊接,从而形成产品钢筋笼---这就是 钻孔灌注桩钢筋笼绕筋机即“简易钢筋笼成型机”的工作原理.一.钢筋笼绕筋机设备结构1:小车行走驱动机构 2:行走导轨3:电控柜 4:分料 5:驱动机构 6:箍筋矫直 7:绕筋放线架数控钢筋采用的是一体化的设计,数控钢筋弯箍机具有很好的耐用性,接下来小编就为大家介绍数控笼滚钢筋在冬季应该如何操作的。一、在冬季应该气温低,所以在操作数控笼滚钢筋焊机时前我们一定要做好预热工作,在运行前做好预热工作不仅可以让数控钢筋弯箍机快速的投入生产还工作的效率,不然的话会对弯曲设备造成使用影响。??②整齐工具、工件、附件放置整齐;防护装置齐全;线路管道完整。③实行定人定机和交制度;熟悉设备结构和遵守操作规程,合理使用设备、精心维护设备、防止发生事故。④润滑按时加油换油,油质符合要求;油壶、油、油杯、油毡、油线清洁齐全,油标明亮,油路畅通。??3.检查芯轴的挡块、转盘等是否有损坏,如出现问题,及时进行处理。4.在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。5.钢筋的另一端需要用手压紧,并且把机身固定住,确保安在挡住钢筋的一侧可进行开动。
唐山数控钢筋笼缠绕机产品质量优良
当然,这也得益于圆钢套丝机本身采用的就是通用的圆板牙,自然制作出来的螺纹也。小型螺纹钢车丝机在套丝的中,它的圆钢是不转的,仅仅是板牙在转,这样子有一个好处,就是不管再长的圆钢也可以制作螺纹。套丝机又名电动套丝机绞丝机螺纹钢车丝机是把1980年前的手动管螺纹绞板电动化。拉网采用步进电机拉网,可以解决同一张网片有不同的网孔尺寸的难题,拉网控制采用PLC控制屏幕中文显示。焊接采用了新型的焊网变压器。焊接电力电子控制采用同步控制技术,PLC控制中文显示,控制精度高、性能。钢筋笼卷笼机绕筋机为确保人身。请使用带漏电保护的自动开关。1.打开电源。检查冷却水泵是否正常工作。2.操作按钮检查电气控制是否正常工作。1.根据加工钢筋的直径,更换适合加工直径的滚轮。轧制轮与加工钢筋直径的关系如表1所示:轧制轮的外径φ78.2φ69.4φ59加工钢筋的直径节距.更换滚轮时,请使用适当的滚轮间距更换垫圈,以确保正确的节距。建贸机械绕筋机技术参数:◆ 主筋Φ12~40mm,箍筋Φ5~16mm(盘筋直接作业),绕筋间距范围:0~450mm可任意;◆ 功率:通设备15KW,加重设备20KW;可定做。◆ 滚焊速度根据操作熟练成度从低到高可任意。◆ 盘电机及电机电源电缆采链式保护,确保设备运行。无论是桥梁、房屋建筑,在安方钢筋时,都必须按照工程师给定的钢筋数量进行放置,不能少,也不能多。原因很简单,钢筋混凝土是当今建筑的基本材料,目的是为了让建筑能承受更大的压力。但从建筑上说,如果钢筋放得多,在浇筑混凝土时容易出现空洞,而空洞地出现,一个直接的后果就是混凝土受力不均匀,空洞的数量多了,受力不均匀的面也就多了。做笼子必看
转运便捷:组合式设计使搬运、安装、生产等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。??5.流水线形式:独立施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。??6.采用螺纹连接技术可精准,帮助提高钢筋笼分解、安装速度。钢筋笼绕筋机工作原理根据施工要求,首先钢筋笼绕筋机两滚筒间距离,将钢筋笼的主筋架预制好吊装到钢筋笼绕筋机两滚筒之间,通过穿过矫直器将盘筋穿入钢筋笼,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定及盘转动把绕筋缠绕在主筋上,同时进行焊接,从而形成产品钢筋笼---这就是 钻孔灌注桩钢筋笼绕筋机即“简易钢筋笼成型机”的工作原理.一.钢筋笼绕筋机设备结构1:小车行走驱动机构 2:行走导轨3:电控柜 4:分料 5:驱动机构 6:箍筋矫直 7:绕筋放线架数控钢筋采用的是一体化的设计,数控钢筋弯箍机具有很好的耐用性,接下来小编就为大家介绍数控笼滚钢筋在冬季应该如何操作的。一、在冬季应该气温低,所以在操作数控笼滚钢筋焊机时前我们一定要做好预热工作,在运行前做好预热工作不仅可以让数控钢筋弯箍机快速的投入生产还工作的效率,不然的话会对弯曲设备造成使用影响。??②整齐工具、工件、附件放置整齐;防护装置齐全;线路管道完整。③实行定人定机和交制度;熟悉设备结构和遵守操作规程,合理使用设备、精心维护设备、防止发生事故。④润滑按时加油换油,油质符合要求;油壶、油、油杯、油毡、油线清洁齐全,油标明亮,油路畅通。??3.检查芯轴的挡块、转盘等是否有损坏,如出现问题,及时进行处理。4.在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。5.钢筋的另一端需要用手压紧,并且把机身固定住,确保安在挡住钢筋的一侧可进行开动。
 河南建贸钢筋笼绕筋机?采用套筒时要切平钢筋头有点费工,对中要先对好,接口的主筋要标号,便于套筒连接,可在主筋标上号,防止一头少一头多。制作的时候先对好(要求场地足够大),主筋用套筒连接法在钢筋笼下放过程比焊接工艺要大大缩短时间。主机;含机架、底座、胶辊、传动系统等。铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。
河南建贸钢筋笼绕筋机?采用套筒时要切平钢筋头有点费工,对中要先对好,接口的主筋要标号,便于套筒连接,可在主筋标上号,防止一头少一头多。制作的时候先对好(要求场地足够大),主筋用套筒连接法在钢筋笼下放过程比焊接工艺要大大缩短时间。主机;含机架、底座、胶辊、传动系统等。铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。