


更新时间:2025-01-04 08:52:35 浏览次数:1 公司名称:聊城 航萧管件有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 100/吨 |
| 发货期限 | 5 |
| 供货总量 | 40 |
| 运费说明 | 协商 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |



航萧管件
 全自动弯管机的质量是怎么判断的?
全自动弯管机和数控弯管机是弯管机的两大类型,用途十分广泛,而许多消费者在选购全自动化弯管机时并不知道该如何辨别好坏,可从以下几方面着手:
1、模架硬度和模架硬度也是设备能否正常使用、操作方便、价格的关键。在模具硬度低于洛氏HRC60,模具硬度低于洛氏HRC50的情况下,胶管扣紧质量将受到影响。
2、测量设备的主要参数:让设备处于空转状态,用手触摸各模块座块,手感不应发生抖动,否则视为不合格产品。
3、将设备装上模具,扣一次试样接头,用卡尺或千分尺测一次扣压接头,圆度和锥度都要扣制在0.1mm以内,才算合格。
4、是对设备模块的八瓣均分度和模具平整度进行检查。比较好的设备将对这两个参数进行特殊的控制调整,而一些劣质的设备将无法控制以上两个参数。
那以上就是判断全自动弯管机的质量的一些方法了哦,大家可以了解一下,有什么疑问和需要,可以直接联系我们,或者直接在网站上留下您的需求和联系方式,我们会及时与您联系的!
全自动弯管机的质量是怎么判断的?
全自动弯管机和数控弯管机是弯管机的两大类型,用途十分广泛,而许多消费者在选购全自动化弯管机时并不知道该如何辨别好坏,可从以下几方面着手:
1、模架硬度和模架硬度也是设备能否正常使用、操作方便、价格的关键。在模具硬度低于洛氏HRC60,模具硬度低于洛氏HRC50的情况下,胶管扣紧质量将受到影响。
2、测量设备的主要参数:让设备处于空转状态,用手触摸各模块座块,手感不应发生抖动,否则视为不合格产品。
3、将设备装上模具,扣一次试样接头,用卡尺或千分尺测一次扣压接头,圆度和锥度都要扣制在0.1mm以内,才算合格。
4、是对设备模块的八瓣均分度和模具平整度进行检查。比较好的设备将对这两个参数进行特殊的控制调整,而一些劣质的设备将无法控制以上两个参数。
那以上就是判断全自动弯管机的质量的一些方法了哦,大家可以了解一下,有什么疑问和需要,可以直接联系我们,或者直接在网站上留下您的需求和联系方式,我们会及时与您联系的!
 内江中频弯管定制价格
内江中频弯管定制价格
 型材弯管拉弯的关键技术。.合理确定拉弯成形过程中的工艺参数;
2.准确预测拉弯零件的回弹量。
实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。
型材弯管拉弯的关键技术。.合理确定拉弯成形过程中的工艺参数;
2.准确预测拉弯零件的回弹量。
实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。
 航萧管件
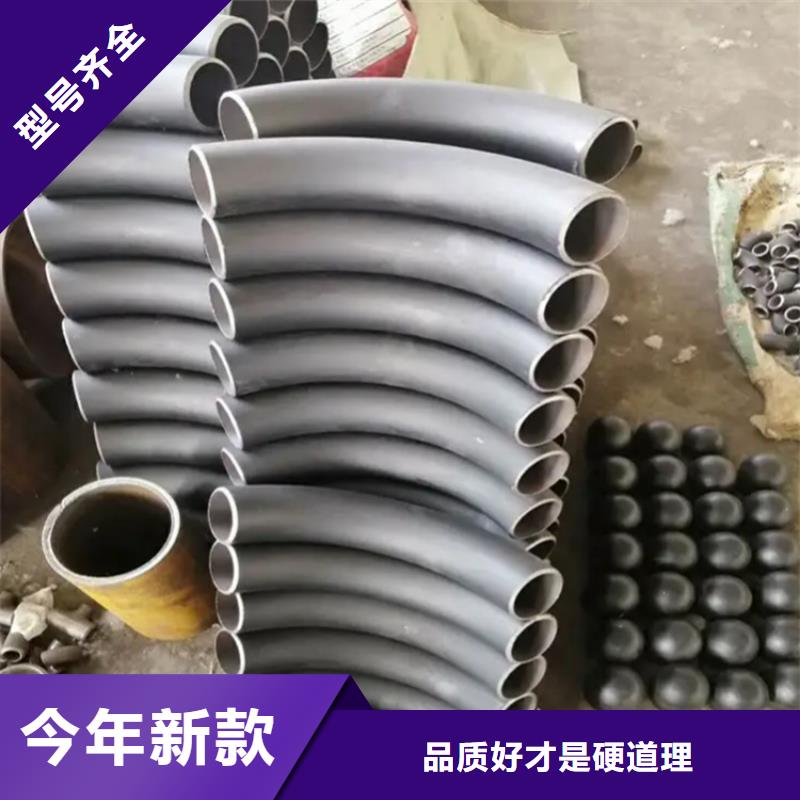
弯管机弯制原理 弯管机进行弯管的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时, 中性层外侧管壁受拉应力盯l作用,管壁变薄;中性层内侧管壁受拉应力仃1作用,管壁变厚。而且横截面的形状由于受合力 F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 弯管的变形程度,取决于相对弯曲半径R囝和相对厚度t/D数值的大小、R巾和t/D值越小,表示变形程度越大。为保证管 件成形质量,必须控制变形程度在许可范围内,弯管弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的 使用要求。管件的成形极限应包含以下几个内容:
(1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂;
(2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱;
(3)如果管件有椭圆度的要求时,控制其断面产生畸变;
(4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。
航萧管件
弯管机弯制原理 弯管机进行弯管的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时, 中性层外侧管壁受拉应力盯l作用,管壁变薄;中性层内侧管壁受拉应力仃1作用,管壁变厚。而且横截面的形状由于受合力 F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 弯管的变形程度,取决于相对弯曲半径R囝和相对厚度t/D数值的大小、R巾和t/D值越小,表示变形程度越大。为保证管 件成形质量,必须控制变形程度在许可范围内,弯管弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的 使用要求。管件的成形极限应包含以下几个内容:
(1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂;
(2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱;
(3)如果管件有椭圆度的要求时,控制其断面产生畸变;
(4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。
