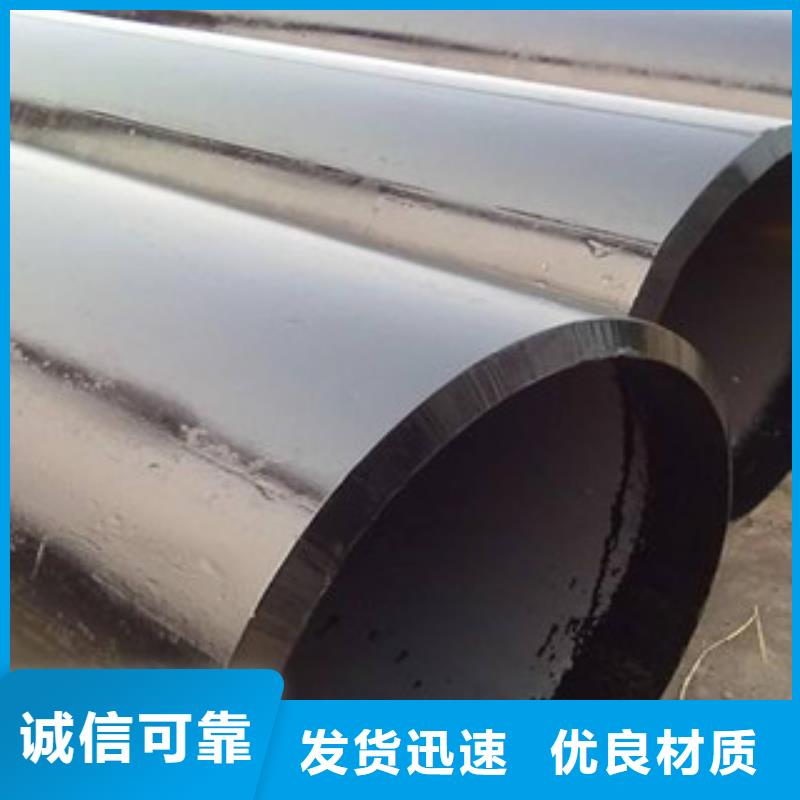
以下是:直缝管防腐管实体厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 产地 | 沧州 |
|---|
| 类型 | 无缝钢管 |
|---|
| 品牌 | 钢兴 |
|---|
以下是:直缝管防腐管实体厂家的图文视频
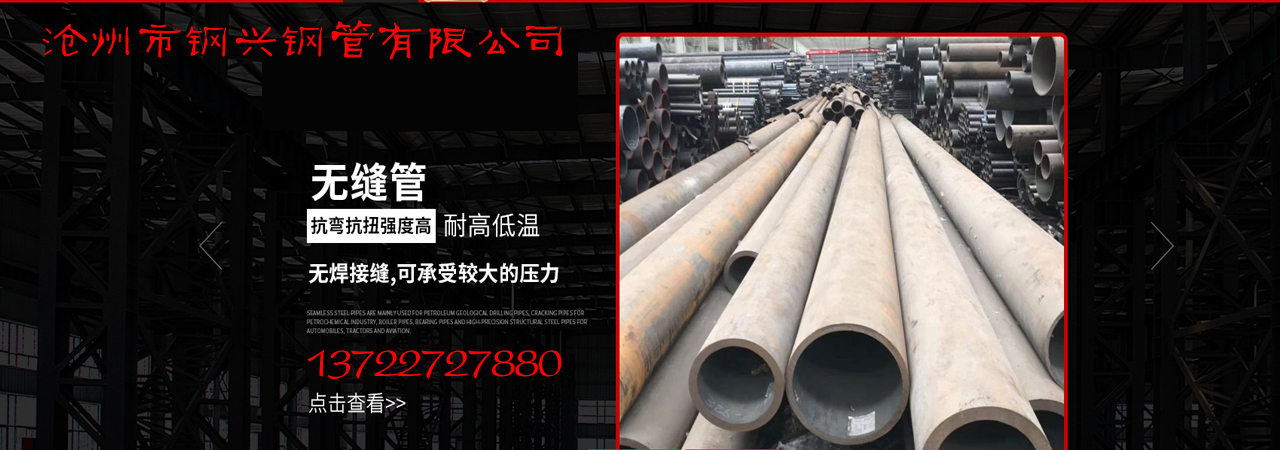
直缝管防腐管实体厂家,钢兴钢管
有限公司专业从事直缝管防腐管实体厂家,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,发货地:沧州风化店乡后枣园工业区发货到福建省 福州市 台江区、仓山区、马尾区、晋安区、闽侯县、连江县、罗源县、闽清县、永泰县、平潭县、福清市、长乐区,以下是直缝管防腐管实体厂家的详细页面。 福建省,福州市 福州市,简称“榕”,别称榕城,古称闽都,福建省辖地级市、省会、Ⅰ型大城市,二线城市,地处福建省东部、闽江下游及沿海地区;地貌属典型的河口盆地,以山地丘陵为主;属典型的亚热带季风气候,温暖湿润,四季常青。截至2022年底,全市下辖6个市辖区、6个县,代管1个县级市,总面积11968.53平方千米;截至2022年末,福州市常住人口844.8万人。
我们的直缝管防腐管实体厂家产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:直缝管防腐管实体厂家的图文介绍


焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
焊接温度:低碳钢材质,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。焊接温度主要通过调节高频涡流热功率和焊接速度来控制。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热量过大时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。



钢兴钢管
有限公司多年致力于 福建福州输送流体管产品研发,工艺先进、设备精良,选购 福建福州输送流体管,钢兴钢管
有限公司。



直缝焊管的成型质量的控制:
将管坯弯曲成管筒状,当前端形成圆形时,后端仍为平面,因而带钢前端形成的圆断面将与垂直于带钢纵长的平面倾斜一个角度a。为了使带钢由平面连续成型为圆管状,带钢管坯的边缘在成型过程中就受到了拉伸作用。成型变形区L越长,则a就越小,边缘的拉伸变形也就越小。反之带钢边缘的拉伸变形就越大。当拉伸应力很大或拉伸变形很大时,在外力后变形不能全部,以致于产生较大的残余变形,成型后的管筒就会在边缘处产生波浪弯,从而影响到焊缝质量。因此我们在制定成型工艺时,首先应考虑带钢边缘在成型过程中产生小的拉伸,不至于产生残余变形。



大直缝焊管机组的生产原料主要是中厚板轧机生产的宽钢板(除小于600mm的钢管可用热连轧机生产的钢板外),要求供应优质钢板。油气输送管线用钢管在强度、韧性、焊接性能、耐H2S腐蚀等方面需要有较高的性能,一般采用低碳合金控轧钢板因此,要求中厚板厂具有先进的冶炼设备(尤其是精炼设备)和具有完善控轧性能的宽板轧机,生产出X60~X75或更高钢级的热轧宽钢板,供给大直缝焊管机组作原料,这样才能生产出符台API标准的管线钢管,满足管道工业建设和发展的需要。
CFE(排辊成型)工艺
排辊成型有全排辊成型和半排辊成型之分。所谓半排辊成型就是只将一般辊式成型机中传动辊机架(即平辊机架)之间的空转辊用成排小辊代替以改善成型条件。小辊可以调整位置,适用一定范围的钢管尺寸,不必更换。而全排辊成型则是除了留下一一般辊式机中 架传动辊机架外,其他机架全部代以小排辊、小辊,特别是外面的小辊,可适用于所有的钢管,不必更换,所以这种方法对提高生产率有利。
在福建省福州市采买直缝管防腐管实体厂家到钢兴钢管
有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:刘学成-13722727880,QQ:133919903,地址:《风化店乡后枣园工业区》。