


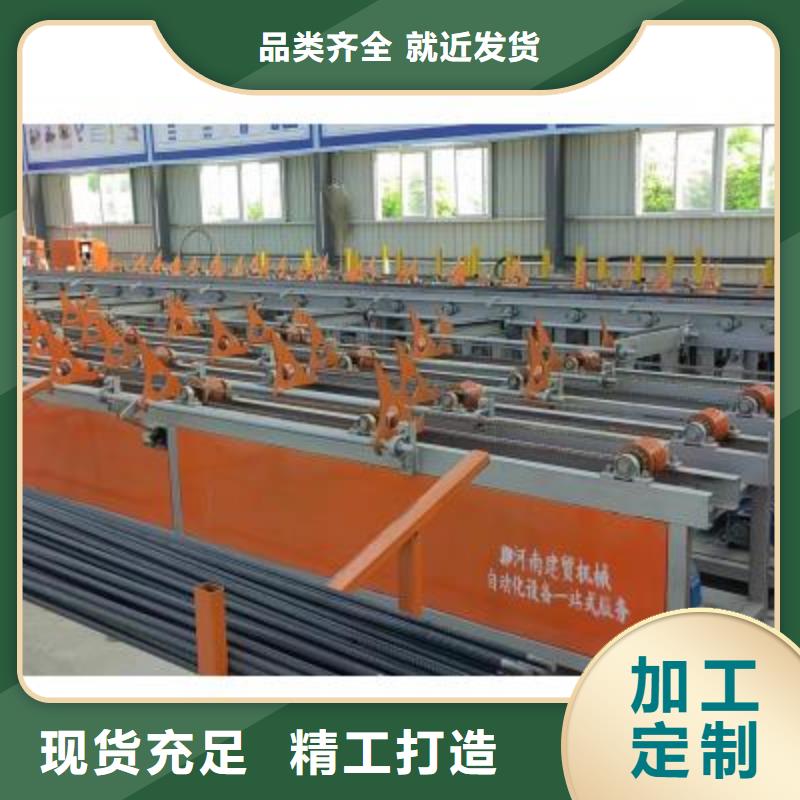
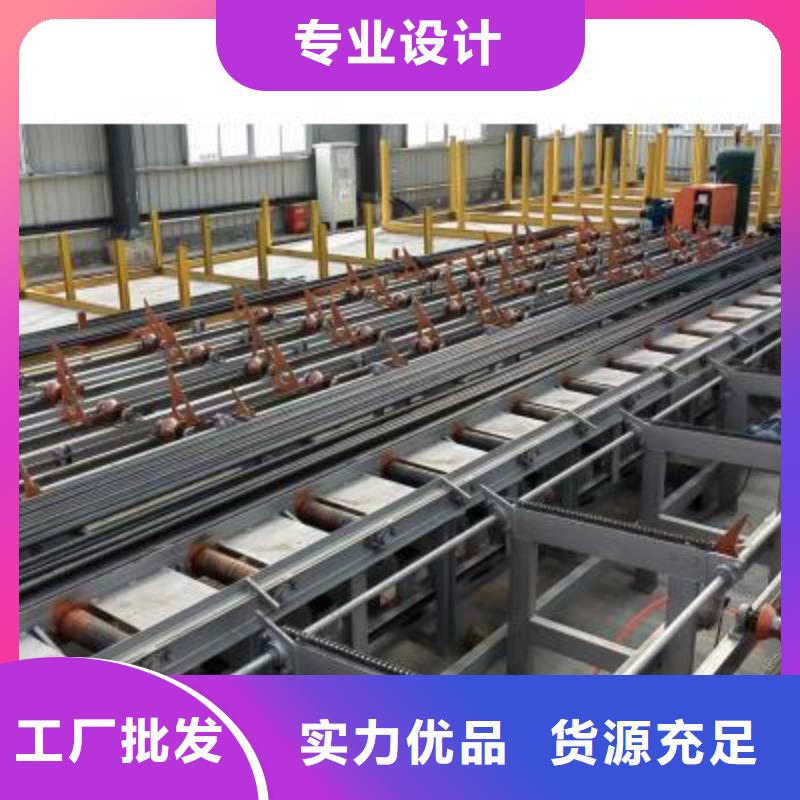

合肥钢筋锯切. 墩粗 .套丝 打磨工艺实现了自动化生产。提高了合肥套丝生产线设备的自动化程度并减少劳动力。 节约场地;套丝设备可与钢筋剪切锯切设备链接。钢筋通过裁剪设备将钢筋裁剪到规定长度后直接进入套丝设备。不需要占用场地存放钢筋。减少人工;该设备操作人员只需要一个人就可完成炒作。无须吊装和搬运线体直接运输。提率;短时间实现从原材料到两端套丝半成品。保证品质。上下工序紧密衔接。及时发现异常并纠正。操作简单;设备配备人性化的操作程序。可选择性作业。同时这两个部套可以拆分开作为独立设备单独使用。先进的伺服控制系统。锯切。套丝精度高。全自动液压钢筋镦粗机采用先进液压系统和电动结构,新产品、新技术,只需按上一个电源按扭,整体镦粗工作一次性完成,加工精度高,质量保证。钢筋镦粗利用冷镦的原理使钢筋端头塑性变形,直径增大4~6mm,然后再加工螺纹。使加工螺纹后的实际截面积大于原钢筋截面积,大大提高接头的抗拉强度。这种镦粗后的螺纹接头经拉伸实验检测全部断于母材,适用于建筑、路桥、高铁、电站要求较高的工程;操作简单方便,省时省力。
金属带锯床断带的原因及措施:断带原因分析及故障处理 1.上导向块间隙不合适,卧式金属带锯床,对锯背抵压过重,使锯带齿根处张力过大产生裂纹导致断带。检查方法:调整好两 的切点,使与两锯臂夹缝在同一水平线上,金属带锯床品牌,锯背与轮肩保持一定距离,以不切断纸为宜;用一直尺沿夹好的锯带方向在锯臂中间测量,吻合度在0.1~0.2mm之间,并且确定锯背与导向块完全吻合;导向块活动套间隙为0.5mm。 2.导向块磨损造成锯背磨损,使锯带背部产生裂纹导致断带。导向块合金有明显磨痕及凹槽,锯背有不规则划伤并在划伤处断裂,要经常检查。 3.夹紧块因过紧或过松而磨损,使锯带侧面划伤。过紧增加锯带的负荷使之断裂;过松可使锯带走偏或锯口有波纹。

常呈现的维修误区
毛病未定位盲目的拆开设备。一些修补人员因为对带锯床结构、原理不清楚,不仔细分析毛病原因,不能判别毛病部位,凭着 大约、差不多的思维盲目对机械大拆大卸,成果不光原毛病未扫除,并且因为修补技能和工艺较差,又呈现新的问题。 当数控机床呈现毛病后,要经过检测设备进行检测,如无检测设备,可经过问、看、查、试等传统的毛病判别办法和手法,结合其结构和作业原理,断定可能发作毛病的部位。在断定毛病时,一般常用扫除法和比较法,依照从简略到复杂、先表面后内部、先总成再部件的次序进行,切忌;不问青红皂白,盲目大拆大卸。
程开关控制,送料时由光栅尺自动检测数据控制,由PC控制器转换锯床切割工作,自动送料返回原点。
数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。
人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。
由PLC可编程控制器,设定锯切全过程的自动程序。
送料长度采用光栅尺控制,定位准确精度高,长度误差<0.30mm。
可由数控控制单程自动送料长度400mm。金属带锯床的控制系统:威纶DOP人机界面支持双通讯口联机功能,可同时连接2种不同通讯格式的控制器,架构多机联机网络。(高亮度STN LCD显示3MB Flash Memory 256色彩色)。
台达DVP可编程控制器,全自动控制。
送料长度检测深圳埃莫特光栅尺。
材料夹紧采用油缸夹紧。
可同时叠加多根材料锯切。
线速度根据不同材料锯切,给定不同线速度,达到不同的锯切效率。
