



对于数控等离子切割机【光纤激光切割机3000W】市场行情产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:数控等离子切割机【光纤激光切割机3000W】市场行情的图文介绍
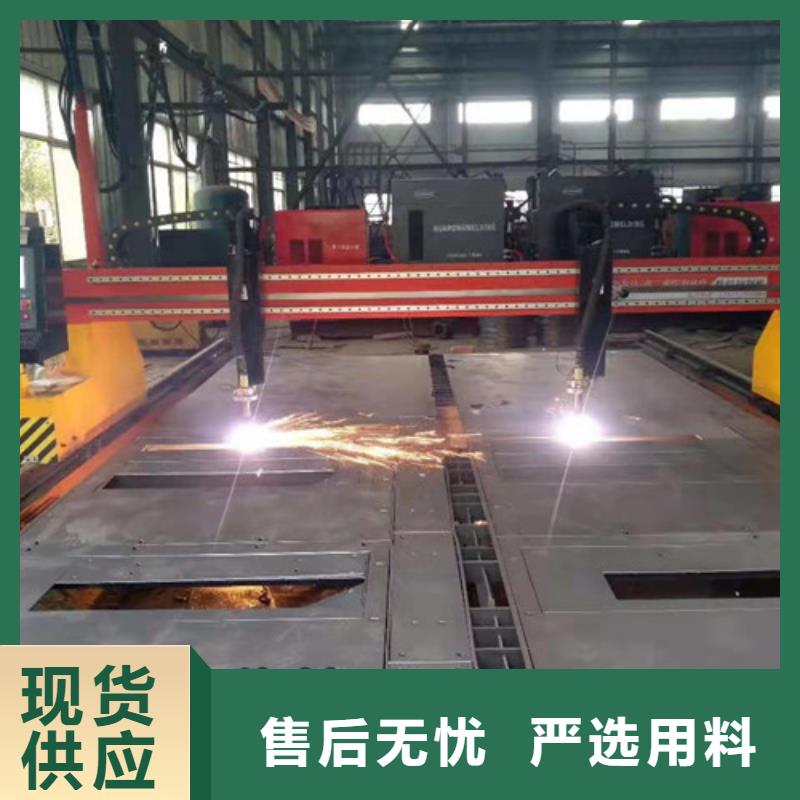
日常的数控等离子切割机加工过程中,为了提高切割质量效果,需要操作人员关注数控等离子切割机几方面的因素和表现,南通阳光焊割在多年数控等离子切割机设备的研发生产中总结了如下五大要素,希望能给广大用户企业一些帮助和参考:1. 数控等离子切割机弧高也就是电弧高度,由于等离子弧是橄榄球外形,所以电弧高度严重影响切割质量,假如选择不当,将会形成切割面不垂直或者严重偏向,普通来说,厚板的弧高要小于薄板。2. 数控等离子切割机弧压经过调理弧压来调理输出等离子能量的大小,弧压越大,输出的能量就越大。3. 数控等离子切割机延迟主要用于穿孔,延迟的目的是为了可以正常穿孔,是切割时从穿孔到行进所需的时间,厚板时延迟时间要大于薄板。4. 数控等离子切割机移动速度合理的参数只要一个 移动速度。5. 数控等离子切割机自动调高系统自动调高系统中主要调理的是穿孔高度,穿孔高度的设置是为了穿孔时维护割炬,不合理的穿孔高度容易损坏易损件以至形成烧抢的严重结果。



数控等离子切割机定位功能介绍数控等离子切割机相比传统的手工切割而言,其的好处即在于能实现电脑多方位的全自动化操作,而为了保障全程切割的精准性,一定要保证切割轨迹的定位与控制,那么数控等离子切割机是如何实现切割定位的呢?首先,数控等离子切割机是根据事先设定好的轨迹行走进行切割的,为了预知切割图形是否存在误差,可以使用数控等离子切割机划线装置掌握。划线装置是数控等离子切割机中的一个重要功能部件,其主要作用是在钢板表面标记工艺线、图形和件号。工作原理是将高目锌粉通过高温火焰熔化后喷于钢板表面,形成均匀清晰的锌粉线条,这些线条具有一定的耐蚀性和耐磨性。用户可根据加工需要使用,下面武汉耐霸就将就划线装置的作用及特点做如下归纳:1.适用于自动设备和执行各种复杂图形的划线要求2.喷粉划线工作速度0.3~30m/min3.线条宽度0.6~1.2mm,附着厚度0.05~0.20mm4.线条色彩:兰色和白色5.能源输入:氧气4bar,燃气(乙炔、丙烷)0.5bar6.电源:AC24V ,50W7.重量:约4.5kg(含喷粉枪外围件)通过使用喷粉划线枪的作用,可以及时的在切割工件上表面标记工艺线、图形和件号,在未切割工件的前期可以及时调整所绘图形,及时修改,以达到在图形尺寸画错等客观因素情况的影响下误切工件,有效的避免浪费钢材和返工,避免影响生产及效率。数控等离子切割机的切割精度问题一直是让很多企业在选择购买之前很是关心,传统的手工切割加工凭借操作者的经验来控制切割精度,而采用划线装置的数控等离子切割机在其切割精度上可控制在±0.5mm范围内。



华宇诚数控科技有限公司 四川资阳2000w光纤激光切割机远销全国各地,本公司丰厚的 四川资阳2000w光纤激光切割机现货资源,严格的出入库核检程序,完善的配送体系,为满足新老客户的需求创造了良好的服务体系。
原则: 四川资阳2000w光纤激光切割机诚信为本、精诚合作、立足长远、永续经营。目标:优质的质量、优质的服务、优质的效益、优质的 四川资阳2000w光纤激光切割机品牌。宗旨: 四川资阳2000w光纤激光切割机用户的需要就是我们的责任、让用户放心就是我们的目标。



数控等离子切割机电弧功率数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度加大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效力量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的力量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3°~4°增加到15°~25°。一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧力量的释放多于下部。这个力量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。(以上内容摘自国内百科网)



