

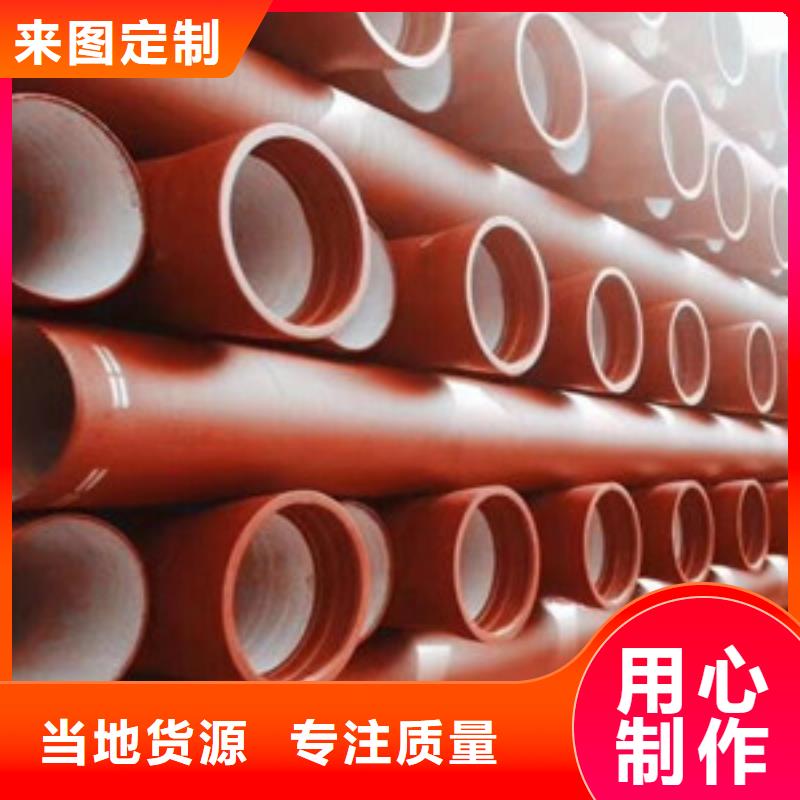
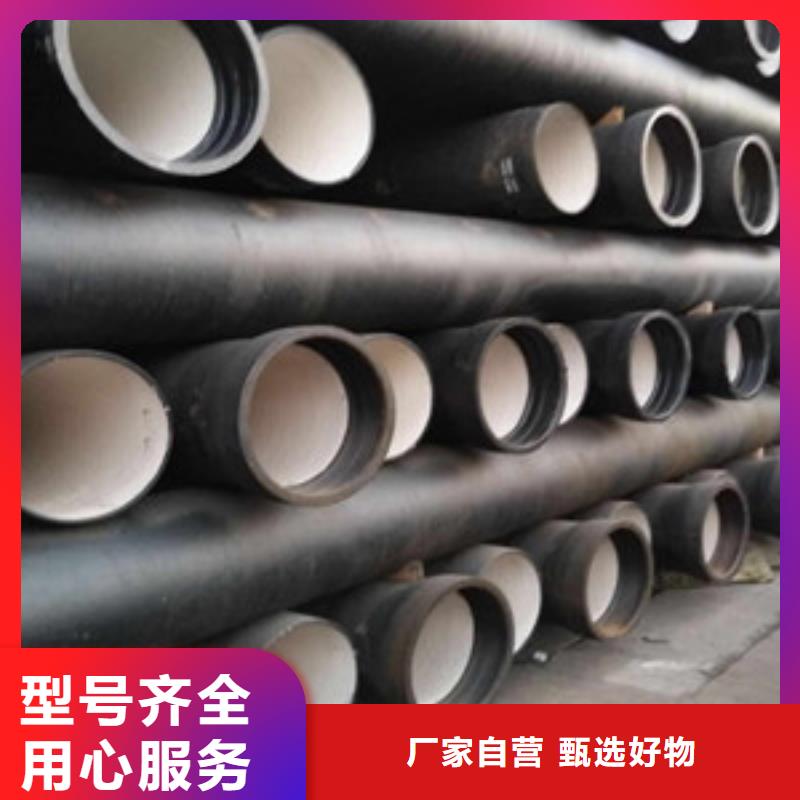


球墨铸铁管的吊装及运输方式: 设计的浇注系统要使金属液流动平稳,避免严重紊流、卷入气体,以及高温金属液的过度氧化。液态金属液进入铸型时线速度不可过高,避免飞溅、冲刷型壁。要保持浇口杯2/3内有金属液。它包括铸铁直管和管件。劳动强度小。按铸造方法不同,分为连续铸铁管和离心铸铁管,其中离心铸铁管又分为砂型和金属型两种。按材质不同分为灰口铸铁管和球墨铸铁管。按接口形式不同分为柔性 球墨铸铁管的吊装及运输方式: 运输时要用木料、楔块、扒钉等物品垫牢,并用钢丝绳紧固,同时在可能游动的方向加垫缓冲垫。 球墨铸铁管的堆放方式: 少量堆放,夹板堆放,四方形堆放 球墨铸铁管的安装方式: 承口橡胶圈位置要清理干净。 放橡胶圈入承口,插口清理并涂润滑剂,连接管子 球墨铸铁管用于给水、排水和煤气输送管线。
球墨铸铁管可在检查台上用量具进行,也可用自动尺寸检测装置如激光测径、测厚、测长仪等进行连续检测钢管外表面检查一般用目检,而内表面检查除用目检外,可利用反射棱镜检查球墨铸铁管挤压时,内套筒逐渐被挤出(外圆被镦粗)。换挤压筒时,可以发现球墨铸铁管厂家挤压筒内部配合扩大。因此,为确定热装的公盈量,采用内径规测量中套或挤压筒内孔。挤压筒一套筒的残余变形会导致其塑性破坏。设计挤压筒时,通过分析挤压筒的工况条件,可以确定挤压筒内套筒中的内压力值。球墨铸铁管切头尾长度主要取决于生产方法和生产技术水平,一般定、减径管端切头长度为50-100m,后端为11.1.4钢管尺寸和质量检查切断后的钢管根据技术要求进行质量检查,检查内容包括检查逐个管的尺寸和弯曲度以及管内外表面质量,并抽检其力学、工艺性能等,但检查需要取样。钢管几何尺寸和弯曲度的检查。

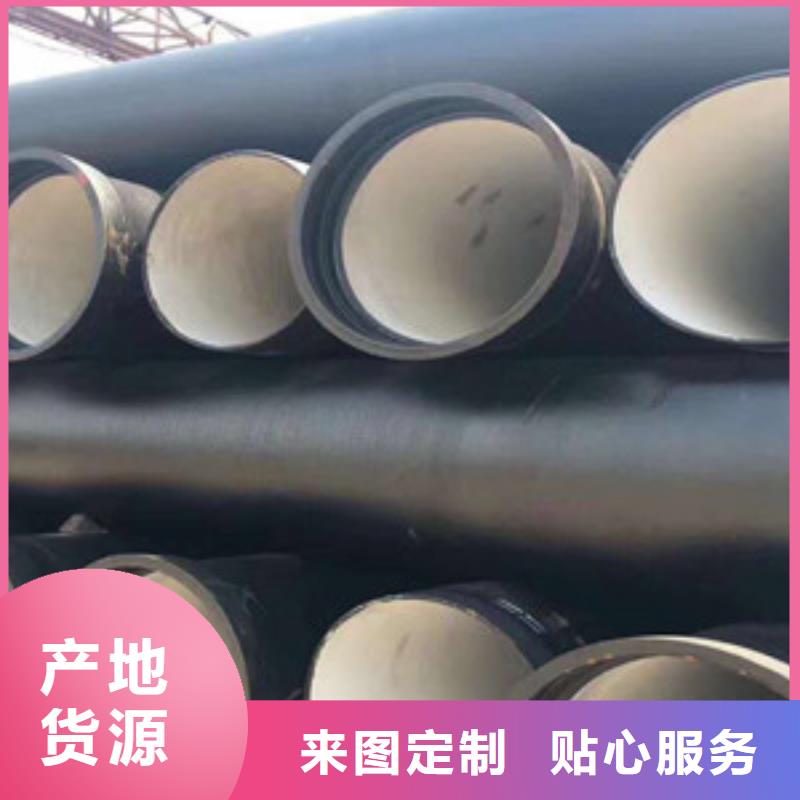
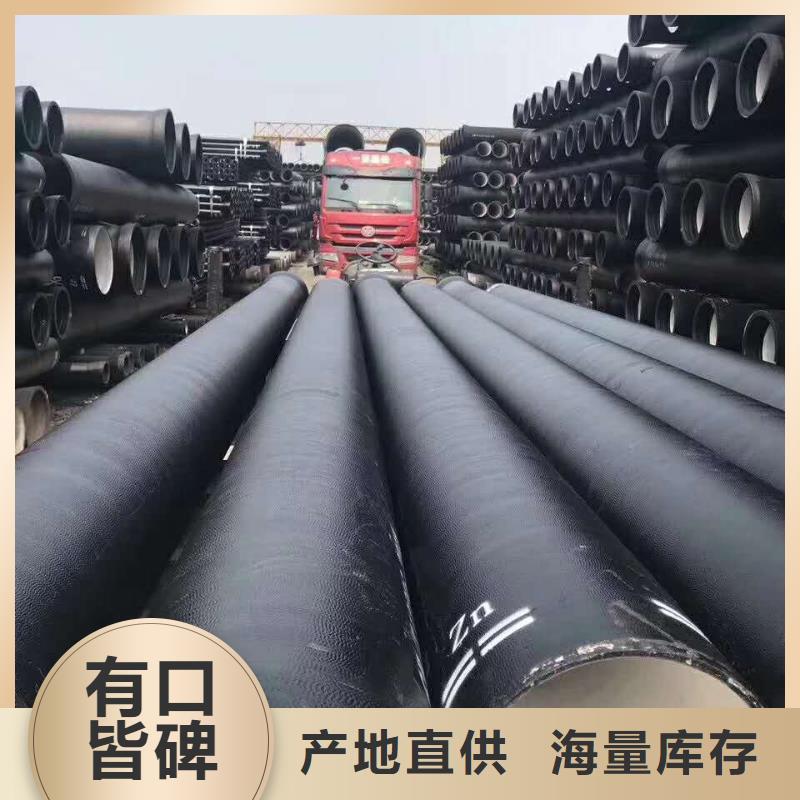
球墨铸铁管中采用的沟槽管件连接技术也称卡箍连接技术,已成为当前液体、气体管道连接的首推技术,尽管这项技术在国内的开发时间晚于国外,但由于其技术的先进性,很快被国内市场所接收。从1998年开始研制开发到现在,经过短短几年的开发和应用,球墨铸铁管已逐渐取代了法兰和焊接的两种传统管道连接方式。不但技术上更显成熟,球墨铸铁管运送通常选用汽运,在运送进程中,球墨管不免和汽车及固定物发生冲突和磕碰,这样会形成外表防腐层的损害,当球铁暴露到空气中,在未安标准的运送吊装进程中外防腐层遭到损坏,外表生锈。球墨铸铁管防腐处置非常好,在堆场贮存时,直径300以下的球墨铸铁管都打包,在打包的每层球墨铸铁管都用木衬彼此阻隔,避免直管彼此磕碰,直径300以上的球墨铸铁管也分层寄存,每层都用木衬相离隔,因此在出厂前,球墨铸铁管的外防腐根本不会出现生锈现象。

为确保泡沫容貌尺度精度与刚性,减少屡次拼接造成差错和变形的原则,大口径球墨铸铁管件的泡沫容貌一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。考虑到铸件尺度较大,在上涂料和造型时容貌将会承受到较大的作用力,泡沫容貌密度取0.022g/cm3-0.024g/cm3.浇注体系选用0.020g/cm3泡沫塑料(EPS)板材制造。如图一大口径球墨铸铁管件泡沫容貌。球墨铸铁管件首要称之为离心球墨铸铁管,它具有铁的实质、钢的功能,防腐功能优异、延展功能好,密封效果好,装置简易。 在一些特殊地势, 的办法还是采用相应视点的弯头(常用承插弯头、双承弯头、双盘弯头的视点有11度、22度、45度、90度)。泡沫容貌资料采用普通的EPS发泡成型。