


联系我们

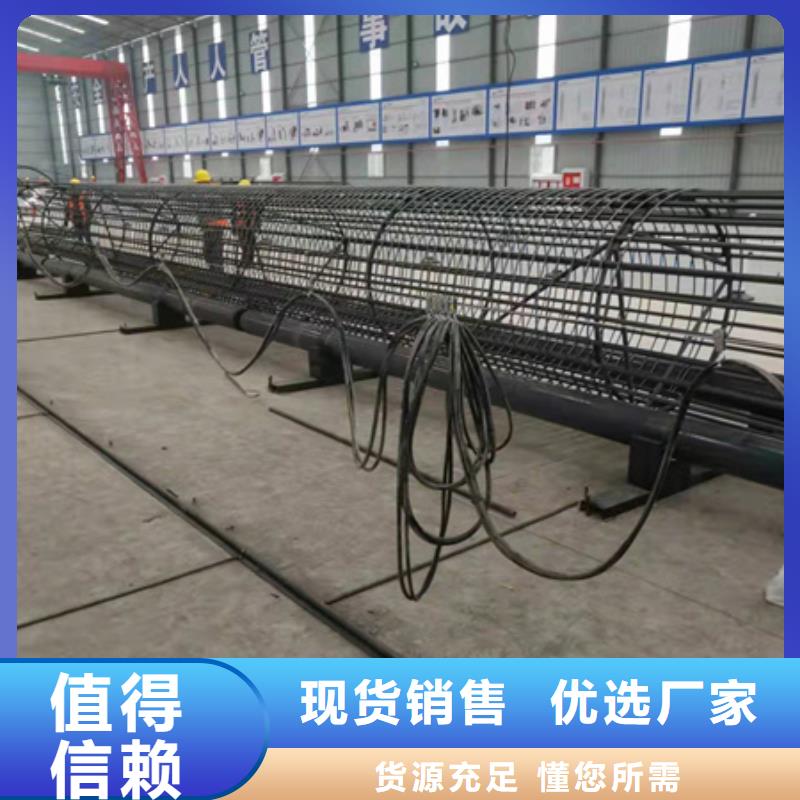
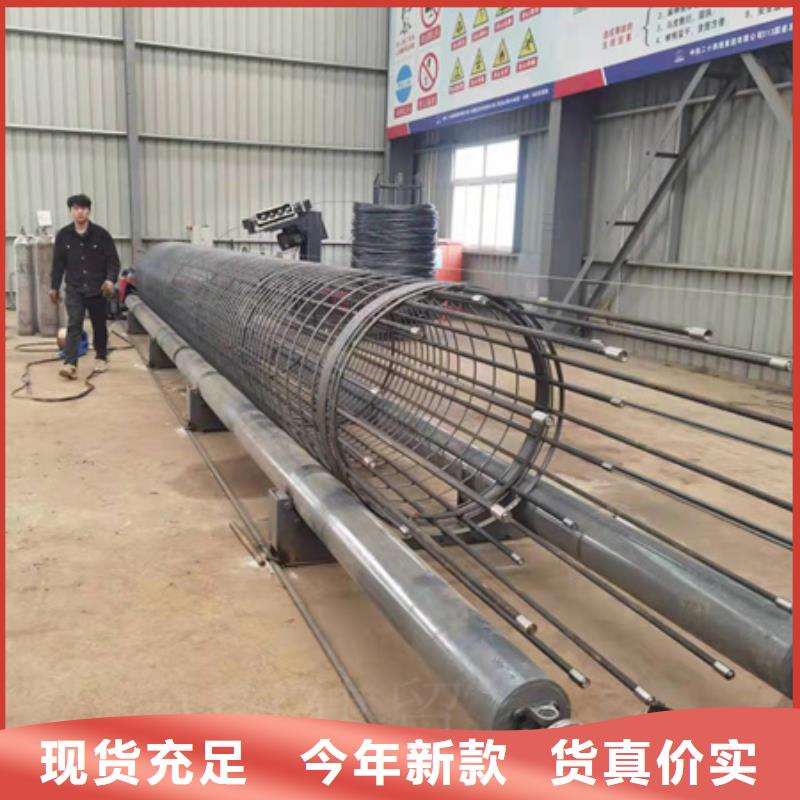
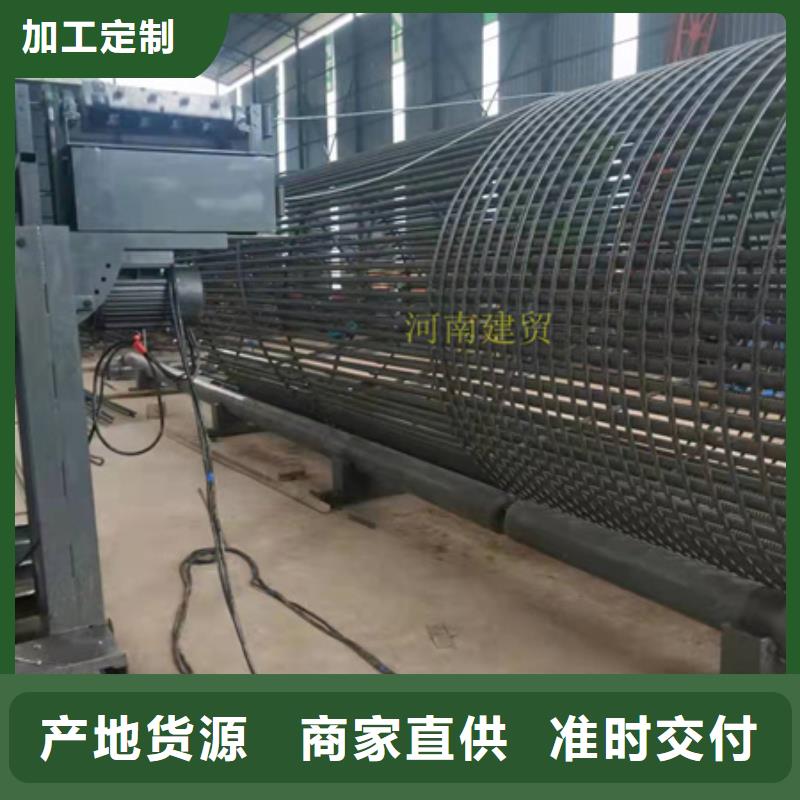
数控钢筋笼卷笼机生产制造厂家
更新时间:2024-12-25 13:42:43 浏览次数:2 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 36000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 物流/专车 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 是 |
| 产品型号 | RLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3500kg |
| 产品颜色 | 可定制 |
| 品牌 | 河南建贸 |
| 型号 | RLJ-3000 |
| 加工范围 | 400-3000 |
| 安装尺寸 | 16M*5M |
| 整机质量 | 3500KG |
| 名称 | 钢筋笼绕筋机 |


数控钢筋弯曲中心有着重要的作用,想要了解更多数控钢筋弯曲中心的问题欢迎来电咨询,我们会用的服务来回答您的问题。 机械弯曲成形要求:1.在机械正式操作前,应检查机械各部件,并进行空载试运转正常后,方能正式操作,2.操作时注意力要集中,要熟悉工作盘旋的方向,钢筋放置要和挡架,工作盘旋转方向相配合,不能放反 北京数控钢筋笼卷笼机生产制造厂家
锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。锯床锯条打齿的原因及以及解决方法:1、锯条齿型选择不当,主要表现为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。 2、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。 3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。 4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。 5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。6、切削液使用浓度过低,不能很好的降低齿尖局部热量,没有起到维护锯条的作用。锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2/min。大大提高生产效率,改善了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。绕筋机
 jmc
jmc
全自动钢筋笼绕筋机数控系统通电后的检查:?? ??(1)先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。(2)确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。? (3)CNC装置的各种参数。包括系统参数、卷板机PLCC参数、伺服装置的数字设定等,这些参数应符合随机所带的说明书要求。? ??(4)当数控装置与机床联机通电时,应在接通电源的同时,作好按压紧急停止按钮的准备,以备出现紧急情况时随时切断电源。? ??(5)在手动状态下,低速进给移动各个轴,并且注意观察机床移动方向和坐标值显示是否正确。

管理系统:国内钢筋加工行业的管理工作还有很大的空间,有关公司针对钢筋加工开发的管理软件还没有在实际生产中发挥应有的作用。钢筋加工原本与工程施工捆绑在一起的,有的单位为了推行钢筋的集中加工配送,钢筋笼绕筋机把钢筋加工剥离出来单独处理,这样在管理上就存在扯皮现象,有时会严重影响生产效率的发挥。另外,大部分加工厂主要针对一个项目开展工作,施工中对成型钢筋的需求很不均衡,一般都有窝工现象,也会影响生产效率的发挥。人员培训:国内一般加工厂不太注重生产人员的培训工作,技术方面往往依赖设备供应商支持。对于钢筋加工厂来说,稳定熟练的工人队伍,对提高生产率非常重要。主要参数:小钢筋笼直径:400mm;大钢筋笼直径:2800mm;大钢筋笼长度:36m;箍筋直径范围:6-16mm;可以根据用户要求定做设备 > 采用ABB、Panasonic等进口电控元器件,确保设备运行稳定; >> 设备操作简单、人性化,单人。本设备具有以下优点:(1) 设备只需1人操作;(2) 高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上;(3) 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。(4) 具有焊接机器人,实现自动焊接。若采用划线分度工艺,则不分反向。用其他制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不,流畅,尽可能实现流水线生产方式。数控钢筋笼绕筋机厂家加速建筑行业机械化,建筑行业一直以来是中国来百姓所关注的行业,建筑行业的点点滴滴都让我们看在眼里。往常人们对建筑行的工作了解是工作量大,进度比较慢,效率低。尤其是钢筋工作,建筑离不开钢筋,通常要对钢筋进行弯钩,切断,除锈等等很多工作。新型数控全自动钢筋弯箍机应运而生,钢筋笼绕筋机取代人工,迎来行业变革,使得效率大大。

4、钢筋滚笼机,依据设计方案间隔调节主筋部位,箍筋根据在成形机中键入的间隔,全自动缠绕;箍筋与主筋的联接,选用二氧化碳维护电焊焊接(别名二保焊)红梅花形碰焊,降低焊穿,确保联接品质。5、每节灌注桩制做进行后,下节灌注桩在成形机上开展组拼,组拼及格后吊离上每节灌注桩,确保两节灌注桩的连接精密度。6、生产加工好的灌注桩在储放区运送至灌注桩储放区,设定契形马镫固定不动两边,避免钢筋翻转。7、将制做好的灌注桩在储放居民区进行耳筋混泥土水泥垫块安裝,符合要求后,由新项目初入职场专业技术人员开展自查,确定考虑标准规定后报检并悬架灌注桩标志牌,标明工程施工位置、生产加工時间、分节总数及单节长短等。8、灌注桩安裝检验前,依据工程图纸工程施工规定在灌注桩上捆扎上,供中后期桩体质量检验用。声测管和袖阀管在安裝时,应按有关规定开展安裝。绕筋机9、新项目质量检验技术工程师收到报检后,对灌注桩生产加工品质开展工程验收,考虑设计标准规定后在灌注桩标志牌上签名确定,一起必须监理工程师工程验收及格后在灌注桩标志牌上签名确定。
绕筋机钢筋笼滚焊机装置的场所安置注意事项 1、设备装置区域要进行水泥地上硬化,硬化的局面尽可能的平整,以削减设备装置中的水平调整量; 2、水泥场所硬化的大小(12米设备):30米长,7米宽(含盘筋架装置位置);遮雨棚高4米,(电控柜及人员操作区域有遮雨棚); 3、遮雨棚要在钢筋笼制品出笼方向不能有立柱,避免钢筋笼制品无法顺利下架; 4、供电;1250型号的设备,总功率20KW(含对焊、电焊、设备,设备自身的装机容量为10KW左右),总箱在盘筋架一侧,到电控柜的电源线需要有保护措施; 5、严禁其他配套设备(如电焊机等)的底线和钢筋笼滚焊机底座相连接,其它一切设备距钢筋笼滚焊机的间隔要大于2米。